






Pyppasvorm
Uitvoerland:
Suid-Afrika
Voltooiingstyd:
1 maand
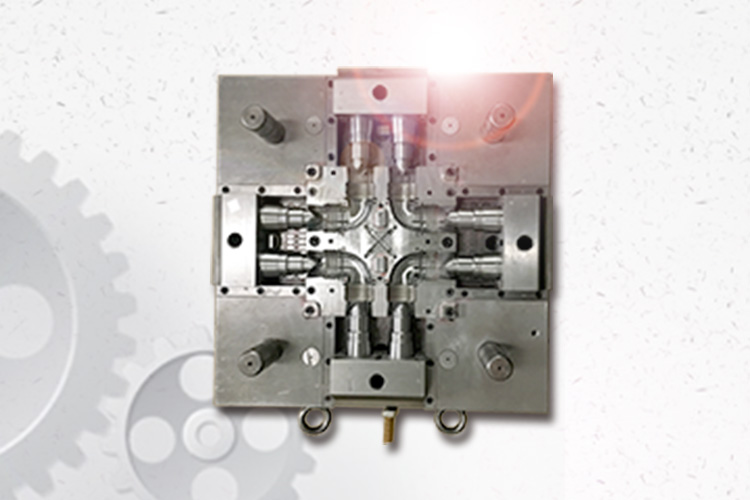
Merker: Pyppasvorm
Pyppasvorm
Vorm besonderhede:
Vormbasis: DME-standaard
Holtes en kerns: S136 Hittebehandeld
Holtes: 4 indrukke
Uitdaging
Daar is 10 verskillende tipes toebehore wat een stel vormbasis gebruik. Ons moet dus 10 stelle verskillende insetsels vir die gereedskap kry. Die probleem is om die verkoelingstelsel op te los en insetsels vir die vorm te verander.
As jy die vorm moet afstroop en die insetsels moet verander, sal dit baie tyd mors.
Oplossings
Ons ontwerp die gereedskap om die insetsels net op die masjien te laat omruil. Dit help om baie tyd en verkoelingstelsel afsonderlik vir elke stel insetsels te bespaar.
Produk Aansoek Veld
Die projek is hoofsaaklik om pyppasstukvorm te ontwikkel, wat hoofsaaklik toegepas word op die vervaardiging van waterpype en rioolpypverbindings.
Storie
Die pyptoebehore is ontwerp met 12 verskillende verbindingsgroottes, maar die kliënt ontwikkel dit vir die eerste keer. Baie produkte is in die proefstadium en is onderhandel. Ons het ingedien om die skuifkern te vervang en vier produkte van verskillende groottes met een stel vorms ontwikkel. Deur die ontwikkeling van vier stelle vorms kan 16 produkte van verskillende groottes deur spuitgiet vervaardig word. Tot 'n sekere mate bespaar dit die koste van die ontwikkeling van die vorm van klante.
Hoofuitdagings
Omdat een stel vorm nodig is om vier verskillende produkte te vervaardig, hoewel dit die ontwikkelingskoste vir klante tot 'n sekere mate bespaar, verhoog dit terselfdertyd die vormontwikkelingsiklus, wat 'n groot uitdaging vir die vormafdeling in terme van tyd is. .
Daar is baie skuiwers vir pyptoebehore, en die verbindingsposisie is kompleks. Om die kwaliteit en lewensduur van die matrys te verseker, neem ons S136-hittebehandeling aan, wat nie net die lewensduur van die matrys verhoog nie, maar ook die hardheid en sterkte van die matryskern verseker.
Omdat verskillende pyptoebehore en lasse drade van verskillende imperiale groottes is, sal die plastiek boonop self krimp en vervorm, dus moet dit baie omvattend oorweeg word in die beheer van draadsteekgrootte. Veral in die proses van EDM is dit nodig om die invloed van koperelektrodeverlies op die afmetings te oorweeg.
Hooftegnologie
Vormanalise, CNC-rowwe bewerking, hittebehandeling, afwerkingbewerking, draadsny, EDM, poleer, tekstuur.
Vorm besonderhede:
Maksimum matrysgrootte: 1000*1000*800mm
Uitvoergebied: Suid-Afrika
Afleweringstyd: 55 dae
Deel Hoeveelheid: 16 stuks
Vorm hoeveelheid: 4 stelle
Aantal verwerkte glyers: 16 stuks
Vormmateriaal: S136, NAK80, P20, 718, 45#, ens.
Onderdeelmateriaal: PPR
Projekleier: Ken Yeo