Çox boşluqlu enjeksiyon qəliblərinin istehsalı haqqında nə demək olar?

Çox boşluqlu enjeksiyon qəliblərinin istehsalı haqqında nə demək olar?
Çoxboşluğun ölçüsünə təsir edən amillər
1, Dəqiqlikenjeksiyon qəlibiemal. Boşluq boşalması kimi hər kamera bir boşalmadır. Boşaltma prosesi yaxşı idarə olunmur, boşluq ölçüsündə sapma.
2, Theenjeksiyon qəlibimontaj dəqiqliyi. Səbəblərdən ötəri montajın daxili strukturunda mövqe sapmalarına səbəb olur.
3,Enjeksiyon qəlibidizayn amilləri, məsələn, axın kanalının dizaynı və plastikə ağlabatan vahidlik. Əsassız qaçışçı saqqızı nozzle kamerasının yaxınlığında irəlilədi, daralma uyğun olmadığı üçün sonuncu yapışqandan uzaqlaşdı. Holding təzyiq vəziyyəti ölçüsü də uyğunsuz sapma olacaq. Kauçuk ağzına, diametri ölçüsü sapma ölçüsünə səbəb olacaq.
4, Kalıp su yolunun dizaynı əsassızdır, boşluqda su yolu yatırdı. İstehsal gücünün ölçüsünə, məhsulun quruluşuna görə, uyğun sayda boşluqları təyin etmək, daha dəqiq qəliblər, emal çətinliyi, qəlib boşluğunun dəyəri bir o qədər yüksəkdir. Bununla belə, injection qəliblənmiş hissələrin vahid qiyməti əhəmiyyətli dərəcədə aşağı düşdü.
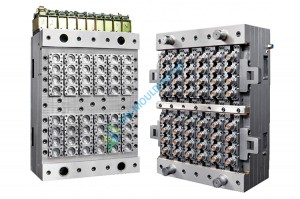
Çox boşluqlu enjeksiyon qəliblərinin istehsalı
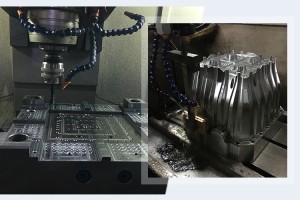
- dəqiq qəlib emalı.
Boşluq boşalması kimi, hər kamera bir boşalmadır, boşalma prosesi yaxşı idarə olunmur, boşluq ölçüsündə sapma.
- dəqiq qəlib montajı
Montaj səbəbi səbəbindən daxili strukturda mövqe sapması meydana gəlir.
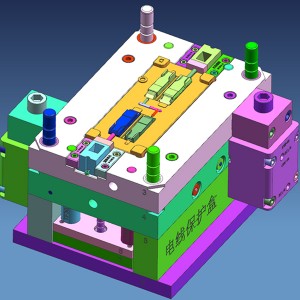
- qəlibdizaynamillər,
Dizayn qaçıcı, qapı, soyutma
Belə plastik daxil axın kanalı və ağlabatan vahidlik dizayn olub, nozzle kamera yaxınlığında əsassız runner inkişaf etmiş saqqız. Uzaq son-yapışqan çünki daralma uyğunsuz, keçirilməsi təzyiq vəziyyəti ölçüsü də uyğunsuz sapma olacaq. Kauçuk ağzına, diametri ölçüsü sapma ölçüsünə səbəb olacaq.
Kalıp su yolunun dizaynı əsassızdır, boşluqda su yolunun düzülüşü vahid soyutma olmalıdır. Əgər əsassızdırsa, müxtəlif temperaturda kalıbın müxtəlif hissələri büzülmə ilə nəticələnir və beləliklə sapma ölçüsü. Ümumiyyətlə, çox boşluqlu qəlib ölçüsü sapma əsas qəlib. Enjeksiyon qəlibləmə prosesinin az təsiri.out vahid soyutma olmalıdır.
Ümumiyyətlə, çox boşluqlu qəlib ölçüsü sapma əsas qəlib. Enjeksiyon qəlibləmə prosesinin az təsiri. İstehsal gücünün ölçüsünə, məhsulun quruluşuna görə, uyğun sayda boşluqları təyin etmək, daha dəqiq qəliblər, emal çətinliyi, qəlib boşluğunun dəyəri bir o qədər yüksəkdir.
Xərc
Bununla belə, injection qəliblənmiş hissələrin vahid qiyməti əhəmiyyətli dərəcədə aşağı düşdü. Çoxboşluğun ölçüsünə təsir edən amillər.
1,dəqiq qəlib emal dəyəri. Çox boşluqlu boşalma kimi hər kamera bir boşalmadır. boşalma prosesi yaxşı idarə olunmur, boşluq ölçüsündə sapma.
2,enjeksiyon qəlibinin yığılması dəyəri. Səbəblərdən ötəri montajın daxili strukturunda mövqe sapmalarına səbəb olur.
3,qəlib dizaynının qiyməti. axın kanalının dizaynı və ağlabatan vahidlik olub olmadığı kimi plastik, əsassız runner inkişaf etmiş saqqız nozzle kamerasına yaxın, son yapışqandan uzaq olduğu üçün daralma uyğunsuz, tutma təzyiqi vəziyyəti ölçüsü də uyğunsuz sapma olacaq.
Diametr ölçüsü sapmanın ölçüsünə səbəb olacaq. Kalıp su yolunun dizaynı əsassızdır, boşluqda su yolunun düzülüşü vahid soyutma olmalıdır. Əgər əsassızdırsa, müxtəlif temperaturda kalıbın müxtəlif hissələri büzülmə ilə nəticələnir və beləliklə sapma ölçüsü. Ümumiyyətlə, çox boşluqlu qəlib ölçüsü sapma əsas qəlib.