






Форма для фітынга труб
Краіна экспарту:
Паўднёвая Афрыка
Час завяршэння:
1 месяц
Тэг: Форма для фітынга труб
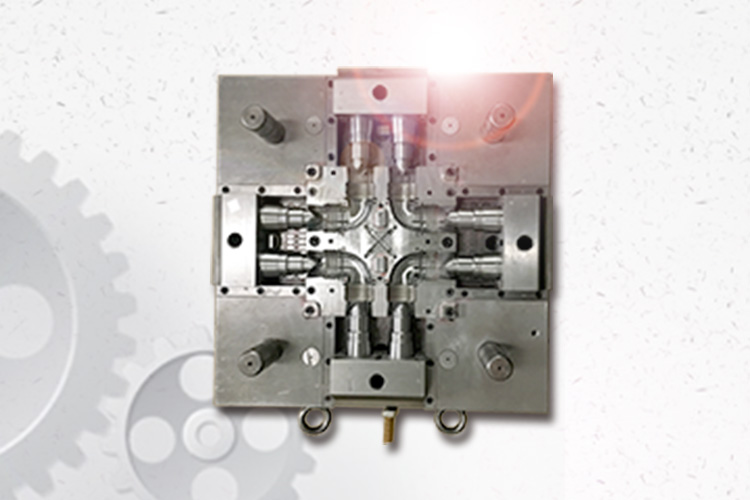
Форма для фітынга труб
Дэталі формы:
Аснова формы: стандарт DME
Паражніны і стрыжні: тэрмічная апрацоўка S136
Паражніны: 4 адбіткі
Выклік
Ёсць 10 розных тыпаў фурнітуры з выкарыстаннем адной формы. Такім чынам, мы павінны атрымаць 10 камплектаў розных уставак для інструмента. Праблема заключаецца ў вырашэнні сістэмы астуджэння і змены ўставак для формы.
Калі вам трэба зняць форму і змяніць устаўкі, гэта страціць шмат часу.
Рашэнні
Мы распрацоўваем інструмент для замены пласцін толькі на станку. Гэта дапаможа зэканоміць шмат часу і сістэмы астуджэння асобна для кожнай набору ўставак.
Вобласць прымянення прадукту
Праект у асноўным накіраваны на распрацоўку формы для злучэння трубаправоднай арматуры, якая ў асноўным прымяняецца для вытворчасці злучальнікаў для водаправодных і каналізацыйных труб.
Гісторыя
Трубаправодная арматура распрацавана з 12 рознымі памерамі злучэнняў, але заказчык распрацоўвае іх упершыню. Многія прадукты знаходзяцца ў стадыі выпрабаванняў і прайшлі перамовы. Мы прадставілі замену стрыжня паўзунка і распрацавалі чатыры вырабы розных памераў з адным наборам прэс-формаў. Дзякуючы распрацоўцы чатырох камплектаў прэс-формаў можна вырабіць 16 вырабаў розных памераў метадам ліцця пад ціскам. У пэўнай ступені гэта эканоміць выдаткі кліента на распрацоўку формы.
Асноўныя задачы
Паколькі адзін набор прэс-формаў неабходны для вытворчасці чатырох розных вырабаў, хоць гэта ў пэўнай ступені эканоміць выдаткі на распрацоўку для кліентаў, але адначасова павялічвае цыкл распрацоўкі прэс-формаў, што з'яўляецца вялікай праблемай для аддзела прэс-формаў з пункту гледжання часу .
Ёсць шмат паўзункоў для фітынгаў труб, і становішча злучэння складанае. Каб забяспечыць якасць і тэрмін службы штампа, мы выкарыстоўваем тэрмаапрацоўку S136, якая не толькі павялічвае тэрмін службы штампа, але і забяспечвае цвёрдасць і трываласць стрыжня штампа.
Паколькі розныя трубаправодныя фітынгі і злучэнні ўяўляюць сабой разьбу рознага памеру, акрамя таго, сам пластык будзе сціскацца і дэфармавацца, таму пры кантролі кроку разьбы яго трэба ўлічваць вельмі ўсебакова. Асабліва ў працэсе EDM неабходна ўлічваць уплыў страт меднага электрода на памеры.
Асноўныя тэхналогіі
Аналіз прэс-формаў, чарнавая апрацоўка з ЧПУ, тэрмічная апрацоўка, фінішная апрацоўка, рэзка дроту, электраэрозія, паліроўка, тэкстура.
Дэталі формы:
Максімальны памер штампа: 1000*1000*800 мм
Рэгіён экспарту: Паўднёвая Афрыка
Тэрмін дастаўкі: 55 дзён
Колькасць дэталяў: 16 шт
Колькасць формы: 4 камплекты
Колькасць апрацаваных паўзункоў: 16 шт
Матэрыял формы: S136, NAK80, P20, 718, 45# і г.д.
Матэрыял дэталі: PPR
Кіраўнік праекта: Кен Ё