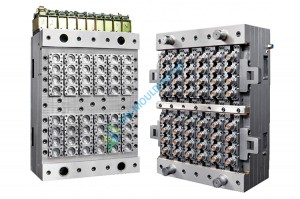
Як наконт вырабу ліццёвых формаў з некалькімі паражнінамі

Як наконт вырабу ліццёвых формаў з некалькімі паражнінамі
Фактары, якія ўплываюць на памер мульты-поласці
1, Дакладнасцьформа для ліцця пад ціскамапрацоўка. Такія, як паражніны разраду, кожная камера з'яўляецца разрадам. Працэс разраду дрэнна кантралюецца, адхіленне памеру паражніны.
2, Theформа для ліцця пад ціскамдакладнасць зборкі. З-за прычын зборкі прыводзіць да ўнутранай структуры адхіленні пазіцыі.
3,Ліццёвая формаканструктыўныя фактары, такія як дызайн канала патоку і разумная аднастайнасць пластыка. Неабгрунтаваны бягун прасунуў гумку каля камеры сопла, далей ад апошняга клею з-за супярэчлівага сціскання. Памер сітуацыі ўтрымання ціску таксама будзе супярэчлівым адхіленнем. У гумовы рот, памер дыяметра будзе выклікаць памер адхіленні.
4, канструкцыя цвілі воднага шляху неабгрунтавана, у паражніны воднага шляху ляжаў. У залежнасці ад памеру вытворчых магутнасцяў, структуры прадукту, каб вызначыць адпаведную колькасць паражнін, больш дакладныя формы, складанасць апрацоўкі, тым вышэй кошт паражніны формы. Аднак цана за адзінку вырабаў з ліцця пад ціскам значна знізілася.
Вытворчасць ліццёвых формаў з некалькімі паражнінамі
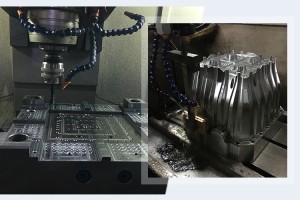
- дакладнасць апрацоўкі формы.
Такія, як разрад паражніны, кожная камера з'яўляецца разрадам, працэс разраду дрэнна кантралюецца, адхіленне памеру паражніны.
- прэцызійная зборка формы
З-за прычыны зборкі прыводзіць да ўнутранай структуры адхіленні пазіцыі.
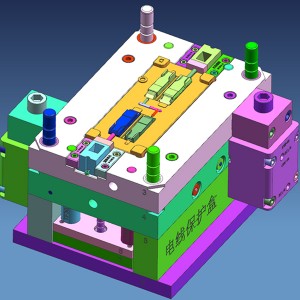
- цвільдызайнфактары,
Дызайн бегуна, засаўкі, астуджэння
Такія, як, ці з'яўляецца канструкцыя канала патоку і разумнай аднастайнасці ў пластык, неабгрунтаваны бягун перадавых гумка каля камеры сопла. Удалечыні ад апошняга клею з-за супярэчлівага скарачэння, утрымліваючы ціск, памер сітуацыі таксама будзе непаслядоўным адхіленнем. У гумовы рот, памер дыяметра будзе выклікаць памер адхіленні.
Канструкцыя прессформы воднага шляху неабгрунтавана, у паражніны макета воднага шляху павінна быць раўнамернае астуджэнне. Калі неабгрунтавана, розныя часткі формы пры розных тэмпературах, што прыводзіць да ўсаджвання, і, такім чынам, памер адхіленні. Увогуле, асноўная форма з адхіленнем памеру формы з некалькімі паражнінамі. Невялікі ўплыў працэсу ліцця пад ціскам. Павінна быць раўнамернае астуджэнне.
Увогуле, асноўная форма з адхіленнем памеру формы з некалькімі паражнінамі. Невялікі ўплыў працэсу ліцця пад ціскам. У залежнасці ад памеру вытворчых магутнасцяў, структуры прадукту, каб вызначыць адпаведную колькасць паражнін, больш дакладныя формы, складанасць апрацоўкі, тым вышэй кошт паражніны формы.
Кошт
Аднак цана за адзінку вырабаў з ліцця пад ціскам значна знізілася. Фактары, якія ўплываюць на памер мульты-поласці.
1,кошт апрацоўкі прэцызійнай формы. Такія, як некалькі паражнін разраду, кожная камера разраду. працэс разраду не кантралюецца добра, адхіленне памеру паражніны.
2,Кошт зборкі ліцця пад ціскам. З-за прычын зборкі прыводзіць да ўнутранай структуры адхіленні пазіцыі.
3,кошт дызайну формы. напрыклад, ці з'яўляецца канструкцыя канала патоку і разумная аднастайнасць у пластык, неабгрунтаваны бягун прасунуты жуйку каля камеры сопла, удалечыні ад апошняга клею, таму што скарачэнне супярэчлівае, утрымліваючы ціск памер сітуацыі таксама будзе супярэчлівым адхіленнем.
Памер дыяметра будзе выклікаць памер адхіленні. Канструкцыя прессформы воднага шляху неабгрунтавана, у паражніны макета воднага шляху павінна быць раўнамернае астуджэнне. Калі неабгрунтавана, розныя часткі формы пры розных тэмпературах, што прыводзіць да ўсаджвання, і, такім чынам, памер адхіленні. Увогуле, асноўная форма з адхіленнем памеру формы з некалькімі паражнінамі.