Какво ще кажете за производството на шприцформи с множество кухини

Какво ще кажете за производството на шприцформи с множество кухини
Фактори, които влияят върху размера на мулти-кухината
1, Прецизностшприцформаобработка. Като кухинен разряд, всяка камера е разряд. Процесът на изпразване не е добре контролиран, отклонение в размера на кухината.
2, Theшприцформаточност на сглобяване. Поради причините за сглобяването се получава отклонение на вътрешната структура на позицията.
3,Шприцформадизайнерски фактори, като например дали дизайнът на канала за потока и разумна еднородност в пластмасата. Неразумният бегач напредна дъвка близо до камерата на дюзата, далеч от последното лепило поради непоследователно свиване. Размерът на ситуацията на задържане на натиск също ще бъде непоследователно отклонение. В гумената уста размерът на диаметъра ще доведе до размера на отклонението.
4, Мухъл воден път дизайн е неразумно, в кухината воден път лежеше. Според размера на производствения капацитет, структурата на продукта, за да се определи подходящият брой кухини, по-прецизни форми, трудност при обработката, толкова по-висока е цената на кухината на матрицата. Единичната цена на шприцованите части обаче спадна значително.
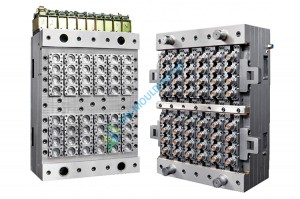
Производство на шприцформи с множество кухини
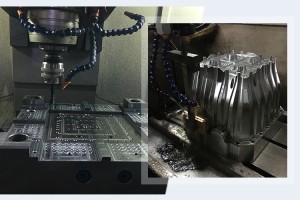
- прецизна обработка на мухъл.
Като изпускане в кухина, всяка камера е изпускане, процесът на изхвърляне не се контролира добре, отклонение в размера на кухината.
- прецизното сглобяване на формата
Поради причината за сглобяването води до вътрешна структура на отклонение на позицията.
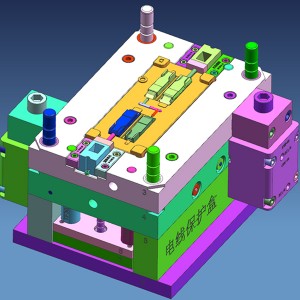
- мухълдизайнфактори,
Дизайн плъзгач, врата, охлаждане
Като например дали дизайнът на канала на потока и разумната равномерност в пластмасата, неразумно бегач напреднали дъвка близо до камерата на дюзата. Далеч от последното лепило поради непоследователно свиване, размерът на ситуацията на задържане на натиск също ще бъде непоследователно отклонение. В гумената уста размерът на диаметъра ще доведе до размера на отклонението.
Дизайнът на водния път на мухъл е неразумен, оформлението на водния път в кухината трябва да бъде равномерно охлаждане. Ако е неразумно, различните части на матрицата при различни температури, което води до свиване и по този начин до размера на отклонението. Като цяло, основна форма с отклонение на размера на формата с множество кухини. Малък ефект от процеса на леене под налягане. трябва да бъде равномерно охлаждане.
Като цяло, основна форма с отклонение на размера на формата с множество кухини. Малък ефект от процеса на леене под налягане. Според размера на производствения капацитет, структурата на продукта, за да се определи подходящият брой кухини, по-прецизни форми, трудност при обработката, толкова по-висока е цената на кухината на матрицата.
цена
Единичната цена на шприцованите части обаче спадна значително. Фактори, които влияят върху размера на мулти-кухината.
1,разходи за обработка на прецизна форма. Като изпускане с множество кухини, всяка камера е изпускателна. процесът на изпразване не е добре контролиран, отклонение в размера на кухината.
2,разходите за монтаж на шприцформа. Поради причините за сглобяването се получава отклонение на вътрешната структура на позицията.
3,разходи за дизайн на матрицата. като например дали дизайнът на канала на потока и разумната равномерност в пластмасата, неразумно бегач напреднали дъвка близо до камерата на дюзата, далеч от последното лепило, тъй като свиването е непоследователно, размерът на ситуацията на задържане на налягане също ще бъде непоследователно отклонение.
Размерът на диаметъра ще доведе до размера на отклонението. Дизайнът на водния път на мухъл е неразумен, оформлението на водния път в кухината трябва да бъде равномерно охлаждане. Ако е неразумно, различните части на матрицата при различни температури, което води до свиване и по този начин до размера на отклонението. Като цяло, основна форма с отклонение на размера на формата с множество кухини.