Pipe Fitting Mold
Pipe Fitting Mold
Eksporta Lando:
Sudafriko
Kompleta Tempo:
1 Monato
Etikedo: Pipe Fitting Mold
Defio
Estas 10 malsamaj specoj de ekipaĵoj uzantaj unu aran ŝiman bazon. Do ni devas akiri 10 arojn da malsamaj enmetoj por la ilo. La problemo estas solvi la malvarmigan sistemon kaj ŝanĝi enmetojn por la ŝimo.
Se vi bezonas senvestigi la ŝimon kaj ŝanĝi la enmetojn, ĝi perdus multan tempon.
Solvoj
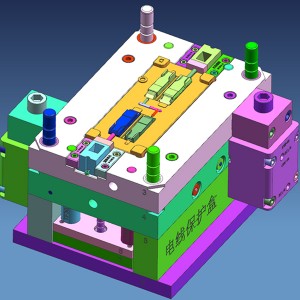
Ni desegnas la ilon por ke la enigaĵoj interŝanĝu nur sur la maŝino. Ĉi tio helpas ŝpari multan tempon kaj malvarmigosistemon aparte por ĉiu aro enmetoj.
Produkta Aplika Kampo
La projekto estas ĉefe evoluigi pip-konvenan komunan muldilon, kiu estas ĉefe aplikata al la produktado de akvotubo kaj kloakaĵpipaj konektiloj.
Rakonto
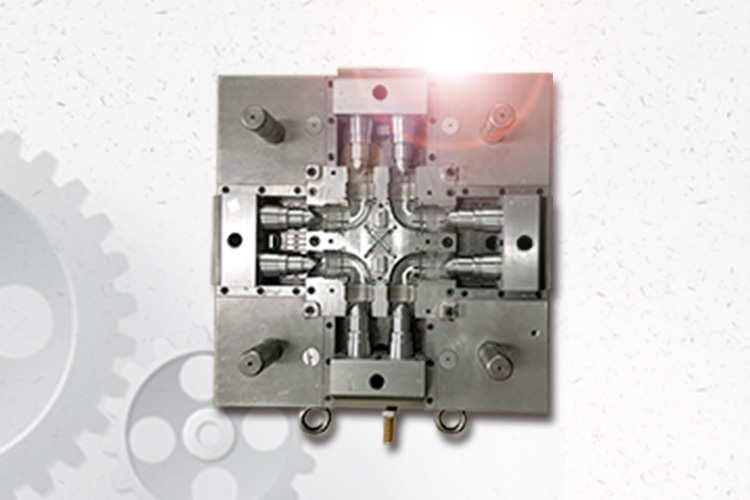
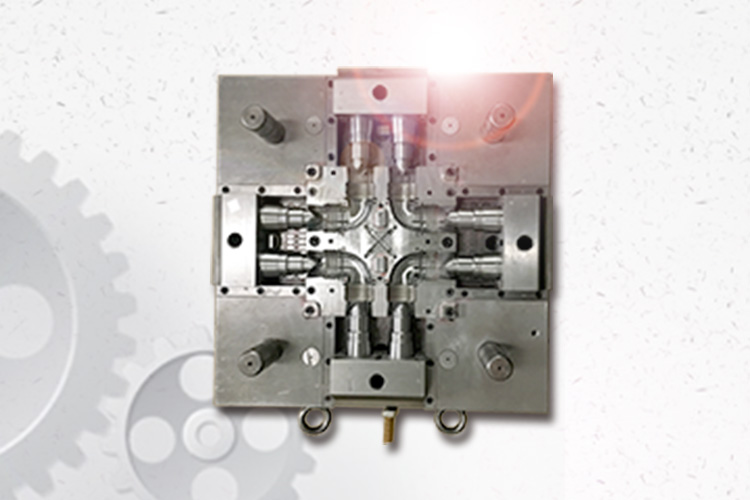
La tuboj estas desegnitaj kun 12 malsamaj konektgrandoj, sed la kliento disvolvas ilin por la unua fojo. Multaj produktoj estas en la prova stadio kaj estis intertraktataj. Ni submetiĝis por anstataŭigi la glitilan kernon kaj evoluigis kvar produktojn de malsamaj grandecoj per unu aro da muldiloj. Per la disvolviĝo de kvar aroj de muldiloj, 16 produktoj de malsamaj grandecoj povas esti produktitaj per injektomuldado. Iagrade, ĝi ŝparas la koston de klienta ŝimo-disvolviĝo.
Ĉefaj Defioj
Ĉar unu aro da muldilo estas necesa por produkti kvar malsamajn produktojn, kvankam ĝi ŝparas la disvolvan koston por klientoj en certa mezuro, ĝi pliigas la muldilan ciklon samtempe, kio estas granda defio al la muldila fako laŭ tempo. .
Estas multaj ĵetkubriloj por tuboj, kaj la koneksa pozicio estas kompleksa. Por certigi la kvaliton kaj servodaŭron de la ĵetkubo, ni adoptas S136-varman traktadon, kiu ne nur pliigas la servodaŭron de la ĵetkubo, sed ankaŭ certigas la malmolecon kaj forton de la ĵetkubo.
Ĉar malsamaj tuboj kaj juntoj estas fadenoj de malsamaj imperiaj grandecoj, krome, la plasto mem ŝrumpos kaj misformiĝos, do ĝi devas esti konsiderata tre amplekse en la kontrolo de fadena grandeco. Precipe en la procezo de EDM, necesas konsideri la influon de kupra elektroda perdo sur la dimensioj.
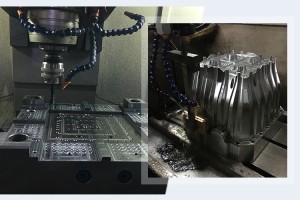
Ĉefa Teknologio
Muldila Analizo, CNCa Malglata Maŝinado, Varmotraktado, Finanta maŝinado, Drattranĉado, EDM, Polurado, Teksturo.
Muldilaj Detaloj:
Maksimuma dia grandeco: 1000*1000*800mm
Eksporta Areo: Sudafriko
Livera tempo: 55 tagoj
Parta Kvanto: 16 pcs
Muldila Kvanto: 4 aroj
Nombro de Prilaboritaj Glitiloj: 16-komputiloj
Molda Materialo: S136, NAK80, P20, 718, 45#, ktp.
Parta Materialo: PPR
Projektestro: Ken Yeo