






Tutuetarako egokitze moldea
Esportazio herrialdea:
Hegoafrika
Burutzeko epea:
1 Hilabete
Etiketa: Hodiak egokitzeko moldea
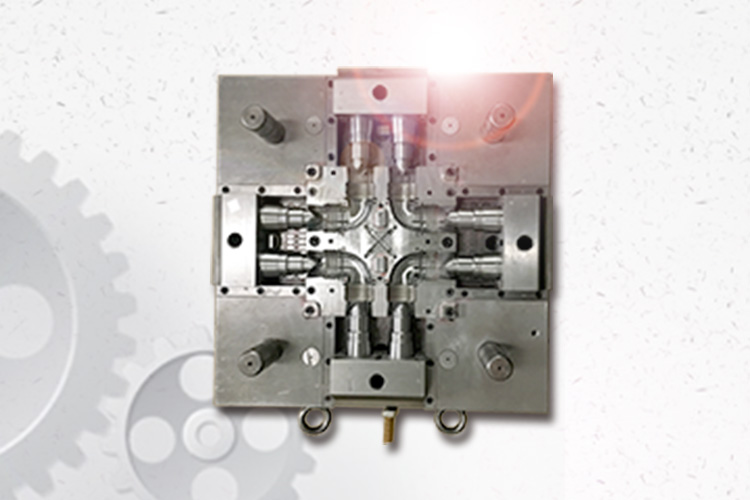
Tutuetarako egokitze moldea
Moldearen xehetasunak:
Moldearen oinarria: DME estandarra
Barrunbeak eta nukleoak: S136 Bero tratatua
Barrunbeak: 4 inpresio
Erronka
Molde-oinarri bakarra erabiliz 10 osagarri mota daude. Beraz, tresnarako txertaketa ezberdinen 10 multzo lortu behar ditugu. Arazoa hozte sistema konpontzea eta molderako txertaketak aldatzea da .
Moldea kendu eta txertaketak aldatu behar badituzu, denbora asko galduko litzateke.
Irtenbideak
Txertaketak makinan bakarrik trukatzeko erreminta diseinatzen dugu. Horrek denbora asko aurrezten eta hozte-sistema bereizten laguntzen du multzo bakoitzerako.
Produktuen Aplikazio Eremua
Proiektua, batez ere, hodiak egokitzeko juntura-moldea garatzea da, batez ere ur-hodien eta estolderia-hodien konektoreen ekoizpenean aplikatzen dena.
Ipuina
Hodi-konexioak 12 konexio-tamaina ezberdinekin diseinatuta daude, baina bezeroak lehen aldiz garatzen ditu. Produktu asko proba fasean daude eta negoziatu egin dira. Slider nukleoa ordezkatzeko aurkeztu dugu eta tamaina ezberdinetako lau produktu garatu ditugu molde multzo batekin. Lau molde-multzoen garapenaren bidez, tamaina desberdinetako 16 produktu ekoitzi daitezke injekzio bidez. Neurri batean, bezeroaren moldeen garapenaren kostua aurrezten du.
Erronka Nagusiak
Lau produktu ezberdin ekoizteko molde-multzo bat behar denez, bezeroentzako garapen-kostua neurri batean aurrezten duen arren, moldeen garapen-zikloa handitzen du aldi berean, eta hori erronka handia da moldeen sailarentzat denborari dagokionez. .
Hodietarako hornidurarako trokelen irristagailu asko daude, eta konexioaren posizioa konplexua da. Trokelaren kalitatea eta zerbitzu-bizitza bermatzeko, S136 tratamendu termikoa onartzen dugu, trokelaren bizitza iraupena areagotzen ez ezik, trokelaren nukleoaren gogortasuna eta indarra bermatzen dituena.
Tutuetarako eta juntura desberdinak tamaina inperial ezberdineko hariak direnez, gainera, plastikoa bera uzkurtu eta deformatuko da, eta, beraz, oso kontuan hartu behar da hari-tamainaren kontrolean. Batez ere EDM prozesuan, kobre elektrodoen galerak dimentsioetan duen eragina kontuan hartu behar da.
Teknologia Nagusia
Moldeen analisia, CNC zakarra mekanizatua, tratamendu termikoa, akabera mekanizatua, alanbre-mozketa, elektroerosia, leuntzea, ehundura.
Moldearen xehetasunak:
Gehienezko trokelaren tamaina: 1000*1000*800mm
Esportazio eremua: Hegoafrika
Entregatzeko epea: 55 egun
Zati kopurua: 16 pcs
Molde kopurua: 4 multzo
Prozesatutako irristagailu kopurua: 16 pcs
Moldearen materiala: S136, NAK80, P20, 718, 45#, etab.
Zatiaren materiala: PPR
Proiektuaren arduraduna: Ken Yeo