Qu'en est-il de la fabrication de moules d'injection multi-cavités

Qu'en est-il de la fabrication de moules d'injection multi-cavités
Facteurs qui affectent la taille de la multi-cavité
1, précisionmoule à injectiontraitement. Comme pour la décharge par cavité, chaque chambre est une décharge. Le processus de décharge n'est pas bien contrôlé, écart de taille de cavité.
2, Lemoule à injectionprécision d'assemblage. En raison des raisons de l'assemblage, la structure interne entraîne un écart de position.
3,Moulage par injectionfacteurs de conception, tels que la conception du canal d'écoulement et l'uniformité raisonnable du plastique. Le coureur déraisonnable a avancé la gomme près de la chambre de la buse, loin de la dernière colle en raison d'une contraction incohérente. La taille de la situation de pression de maintien entraînera également un écart incohérent. Dans la bouche en caoutchouc, la taille du diamètre entraînera la taille de l'écart.
4, la conception de la voie navigable du moule est déraisonnable, dans la cavité de la voie navigable. Selon la taille de la capacité de production, la structure du produit, pour déterminer le nombre approprié de cavités, plus les moules sont précis, plus la difficulté de traitement est élevée, plus le coût de la cavité du moule est élevé. Toutefois, le prix unitaire des pièces moulées par injection a considérablement baissé.
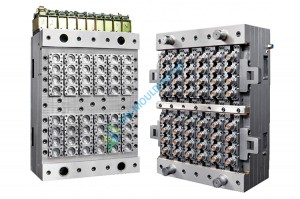
Fabrication de moules à injection multi-empreintes
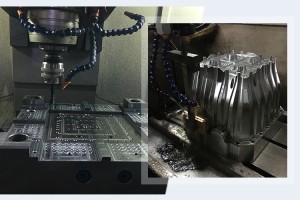
- traitement de moule de précision.
Tel que la décharge de cavité, chaque chambre est une décharge, le processus de décharge n'est pas bien contrôlé, écart de taille de cavité.
- l'assemblage de moule de précision
En raison de la raison de l'assemblage, la structure interne entraîne un écart de position.
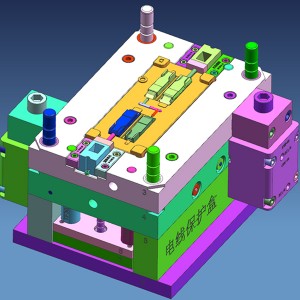
- mouleconceptionfacteurs,
Conception coureur, portail, refroidissement
Comme si la conception du canal d'écoulement et l'uniformité raisonnable dans le plastique, le canal déraisonnable a avancé la gomme près de la chambre de la buse. Loin de la dernière colle en raison d'une contraction incohérente, la taille de la situation de pression de maintien sera également un écart incohérent. Dans la bouche en caoutchouc, la taille du diamètre entraînera la taille de l'écart.
La conception des voies navigables du moule n'est pas raisonnable, la disposition des voies navigables de la cavité doit être un refroidissement uniforme. Si cela est déraisonnable, les différentes parties du moule seront soumises à des températures différentes, ce qui entraînera un retrait et donc une déviation de taille. Dans l’ensemble, un moule de base à déviation de taille de moule multi-empreintes. Peu d'effet du processus de moulage par injection. Le refroidissement doit être uniforme.
Dans l’ensemble, un moule de base à déviation de taille de moule multi-empreintes. Peu d'effet du processus de moulage par injection. Selon la taille de la capacité de production, la structure du produit, pour déterminer le nombre approprié de cavités, plus les moules sont précis, plus la difficulté de traitement est élevée, plus le coût de la cavité du moule est élevé.
Coût
Toutefois, le prix unitaire des pièces moulées par injection a considérablement baissé. Facteurs qui affectent la taille de la multi-cavité.
1,coût de traitement des moules de précision. Comme dans le cas d'une décharge multi-cavité, chaque chambre est une décharge. le processus de décharge n'est pas bien contrôlé, écart de taille de cavité.
2,le coût d'assemblage du moule d'injection. En raison des raisons de l'assemblage, la structure interne entraîne un écart de position.
3,coût de conception du moule. comme si la conception du canal d'écoulement et l'uniformité raisonnable dans le plastique, la gomme avancée du canal déraisonnable près de la chambre de la buse, loin de la dernière colle car la contraction est incohérente, la taille de la situation de pression de maintien sera également un écart incohérent.
La taille du diamètre entraînera la taille de l'écart. La conception des voies navigables du moule n'est pas raisonnable, la disposition des voies navigables de la cavité doit être un refroidissement uniforme. Si cela est déraisonnable, les différentes parties du moule seront soumises à des températures différentes, ce qui entraînera un retrait et donc une déviation de taille. Dans l’ensemble, un moule de base à déviation de taille de moule multi-empreintes.