






Csőszerelő forma
Export ország:
Dél-Afrika
Elkészítési idő:
1 hónap
Címke: Csőszerelő forma
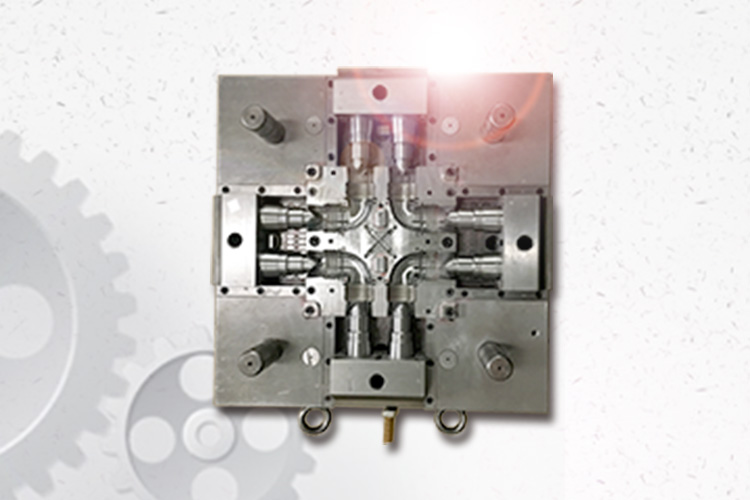
Csőszerelő forma
A forma részletei:
Forma alap: DME szabvány
Üregek és magok: S136 hőkezelt
Üregek: 4 lenyomat
Challange
10 különböző típusú idom létezik egy meghatározott formaalap felhasználásával. Tehát 10 készlet különböző betétet kell beszereznünk a szerszámhoz. A probléma a hűtőrendszer megoldása és a betétek cseréje a formához.
Ha le kell csupaszítania a formát és ki kell cserélnie a betéteket, az sok időt veszítene.
Megoldások
A szerszámot úgy tervezzük, hogy a lapkák cseréje csak a gépen történjen. Ezzel rengeteg időt és hűtőrendszert takaríthatunk meg minden egyes betétkészletnél.
Termék alkalmazási mező
A projekt főként csőszerelvény-csatlakozó öntőformák kifejlesztésére irányul, amelyet elsősorban víz- és szennyvízcső-csatlakozók gyártására alkalmaznak.
Történet
A csőidomok 12 különböző csatlakozási mérettel készülnek, de a megrendelő először fejleszti ezeket. Sok termék próbastádiumban van, és egyeztetés alatt áll. Benyújtottuk a csúszómag cseréjét, és négy különböző méretű terméket fejlesztettünk ki egyetlen formakészlettel. Négy formakészlet fejlesztése révén 16 különböző méretű termék állítható elő fröccsöntéssel. Bizonyos mértékig megtakarítja a vásárlói penészfejlesztés költségeit.
Fő kihívások
Mivel négy különböző termék előállításához egy szerszámkészletre van szükség, bár ez bizonyos mértékig megtakarítja a fejlesztési költségeket az ügyfelek számára, ugyanakkor megnöveli a formafejlesztési ciklust, ami idő szempontjából nagy kihívást jelent a formarészleg számára .
A csőszerelvényekhez sok szerszámcsúszka létezik, és a csatlakozási helyzet összetett. A szerszám minőségének és élettartamának biztosítása érdekében S136 hőkezelést alkalmazunk, amely nemcsak a szerszám élettartamát növeli, hanem biztosítja a matricamag keménységét és szilárdságát is.
Mivel a különböző csőszerelvények és kötések különböző birodalmi méretű menetek, ráadásul maga a műanyag zsugorodik és deformálódik, ezért nagyon átfogóan kell figyelembe venni a menetemelkedés méretének szabályozásánál. Különösen a szikraforgácsolási folyamat során szükséges figyelembe venni a rézelektródák veszteségének a méretekre gyakorolt hatását.
Fő technológia
Formaelemzés, CNC durva megmunkálás, hőkezelés, befejező megmunkálás, huzalvágás, szikraforgácsolás, polírozás, textúra.
A forma részletei:
Maximális szerszámméret: 1000*1000*800mm
Export terület: Dél-Afrika
Szállítási idő: 55 nap
Alkatrész mennyiség: 16 db
Forma mennyisége: 4 készlet
Feldolgozott csúszkák száma: 16 db
Formaanyag: S136, NAK80, P20, 718, 45# stb.
Alkatrész anyaga: PPR
Projektvezető: Ken Yeo