






パイプ継手金型
輸出国:
南アフリカ
完了時間:
1ヶ月
タグ: パイプ継手金型
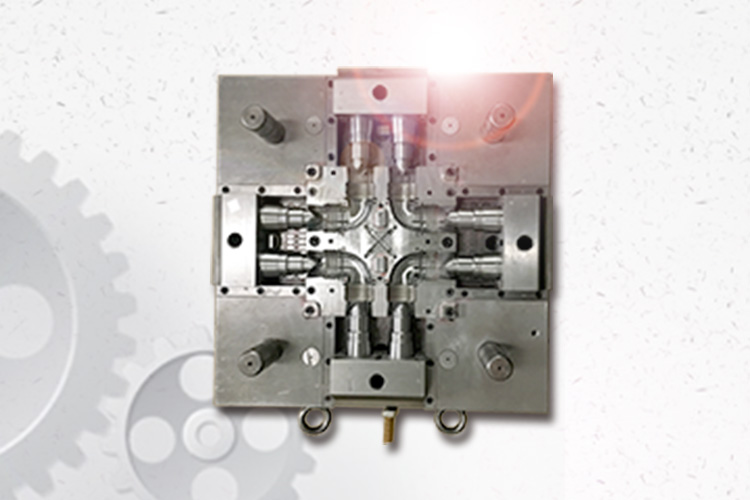
パイプ継手金型
金型の詳細:
モールドベース:DME標準
キャビティとコア: S136 熱処理済み
虫歯: 4 印象
挑戦する
1セットのモールドベースで10種類のフィッティングが可能です。したがって、ツール用に 10 セットの異なるインサートを入手する必要があります。問題は、冷却システムを解決し、金型のインサートを変更することです。
金型を取り外してインサートを交換する必要がある場合、多くの時間が無駄になります。
ソリューション
当社では、機械上でインサートを交換できるようにツールを設計しています。これにより、時間を大幅に節約し、インサートセットごとに個別に冷却システムを使用することができます。
製品応用分野
このプロジェクトは主に、水道管と下水管のコネクターの製造に適用される管継手ジョイント金型を開発することです。
話
配管継手は 12 種類の接続サイズで設計されていますが、お客様が初めて開発します。多くの製品は試験段階にあり、交渉済みです。スライダーコアの交換申請を行い、1セットの金型でサイズの異なる4製品を開発しました。 4 セットの金型の開発により、異なるサイズの 16 種類の製品を射出成形で製造できます。これにより、顧客の金型開発コストがある程度節約されます。
主な課題
4種類の製品を生産するには1セットの金型が必要となるため、お客様の開発コストはある程度削減できますが、同時に金型の開発サイクルが長くなり、金型部門にとっては時間の面で大きな課題となっています。 。
管継手はダイスライダーの数が多く、接続位置が複雑です。金型の品質と寿命を確保するために、S136熱処理を採用し、金型の寿命を延ばすだけでなく、金型コアの硬度と強度も確保します。
管継手や継手ごとにねじのインチサイズが異なるため、さらにプラスチック自体が収縮して変形するため、ねじのピッチサイズの管理においては非常に総合的に考慮する必要があります。特に放電加工では銅電極のロスが寸法に与える影響を考慮する必要があります。
主要技術
金型解析、CNC荒加工、熱処理、仕上げ加工、ワイヤーカット、放電加工、研磨、質感。
金型の詳細:
最大金型サイズ: 1000*1000*800mm
輸出地域: 南アフリカ
納期:55日
部品数量: 16 個
金型数量: 4 セット
スライダー加工数:16個
金型材質:S136、NAK80、P20、718、45#など
部品材質: PPR
プロジェクトリーダー: ケン・ヨー