






მილების მორგება Mold
ექსპორტის ქვეყანა:
სამხრეთ აფრიკა
დასრულების დრო:
1 თვე
ტეგი: მილების დამაგრების ფორმა
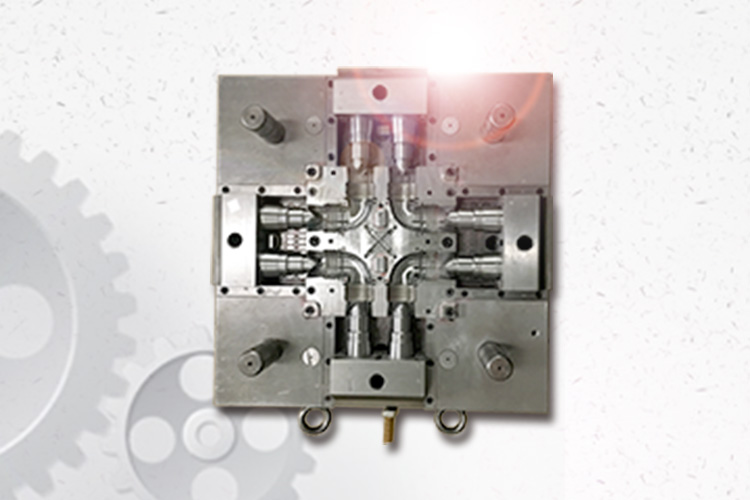
მილების მორგება Mold
ყალიბის დეტალები:
ყალიბის საფუძველი: DME სტანდარტი
ღრუები და ბირთვები: S136 სითბოს დამუშავებული
ღრუები: 4 შთაბეჭდილება
გამოწვევა
არსებობს 10 სხვადასხვა ტიპის ფიტინგები ერთი კომპლექტი ფორმის ბაზის გამოყენებით. ასე რომ, ჩვენ უნდა მივიღოთ 10 კომპლექტი სხვადასხვა ჩანართები ხელსაწყოსთვის. პრობლემა არის გაგრილების სისტემის გადაჭრა და ყალიბისთვის ჩანართების შეცვლა.
თუ თქვენ გჭირდებათ ყალიბის ამოღება და ჩანართების შეცვლა, ეს დიდ დროს დაკარგავს.
გადაწყვეტილებები
ჩვენ ვქმნით ხელსაწყოს ისე, რომ ჩანართები გაცვალონ მხოლოდ მანქანაზე. ეს დაგეხმარებათ დაზოგოთ ბევრი დრო და გაგრილების სისტემა ცალ-ცალკე თითოეული კომპლექტის ჩანართებისთვის.
პროდუქტის განაცხადის ველი
პროექტი ძირითადად მიზნად ისახავს მილსადენების სახსრის შემუშავებას, რომელიც ძირითადად გამოიყენება წყლის მილებისა და კანალიზაციის მილების კონექტორების წარმოებაზე.
ამბავი
მილის ფიტინგები შექმნილია 12 სხვადასხვა ზომის შეერთებით, მაგრამ მომხმარებელი მათ პირველად ავითარებს. ბევრი პროდუქტი საცდელ სტადიაშია და მოლაპარაკებებზეც არის. ჩვენ შევიტანეთ სლაიდერის ბირთვის ჩანაცვლება და შევიმუშავეთ სხვადასხვა ზომის ოთხი პროდუქტი ყალიბების ერთი ნაკრებით. ფორმების ოთხი კომპლექტის შემუშავებით, საინექციო ჩამოსხმის გზით შესაძლებელია სხვადასხვა ზომის 16 პროდუქტის წარმოება. გარკვეულწილად, ის დაზოგავს მომხმარებლის ყალიბის შემუშავების ღირებულებას.
მთავარი გამოწვევები
იმის გამო, რომ ყალიბის ერთი კომპლექტი საჭიროა ოთხი განსხვავებული პროდუქტის წარმოებისთვის, თუმცა ეს გარკვეულწილად დაზოგავს მომხმარებლისთვის განვითარების ღირებულებას, ის ამავდროულად ზრდის ყალიბის განვითარების ციკლს, რაც დიდი გამოწვევაა ყალიბის განყოფილებისთვის დროის თვალსაზრისით. .
მილების ფიტინგებისთვის ბევრი სლაიდერია და კავშირის პოზიცია რთულია. სამაჯურის ხარისხისა და მომსახურების ვადის უზრუნველსაყოფად, ჩვენ ვიღებთ S136 სითბოს დამუშავებას, რომელიც არა მხოლოდ ზრდის სამაჯურის მომსახურების ხანგრძლივობას, არამედ უზრუნველყოფს საყრდენის ბირთვის სიმტკიცეს და სიმტკიცეს.
იმის გამო, რომ მილის სხვადასხვა ფიტინგები და სახსრები არის სხვადასხვა იმპერიული ზომის ძაფები, უფრო მეტიც, თავად პლასტმასი იკუმშება და დეფორმირდება, ამიტომ ის ძალიან ყოვლისმომცველად უნდა იქნას გათვალისწინებული ძაფის სიმაღლის კონტროლის დროს. განსაკუთრებით EDM-ის პროცესში, აუცილებელია გავითვალისწინოთ სპილენძის ელექტროდის დაკარგვის გავლენა ზომებზე.
მთავარი ტექნოლოგია
ობის ანალიზი, CNC უხეში დამუშავება, სითბოს დამუშავება, დასრულების დამუშავება, მავთულის ჭრა, EDM, გაპრიალება, ტექსტურა.
ყალიბის დეტალები:
მაქსიმალური ზომა: 1000*1000*800 მმ
საექსპორტო ზონა: სამხრეთ აფრიკა
მიწოდების დრო: 55 დღე
ნაწილის რაოდენობა: 16 ც
ყალიბის რაოდენობა: 4 კომპლექტი
დამუშავებული სლაიდერების რაოდენობა: 16 ც
ჩამოსხმის მასალა: S136, NAK80, P20, 718, 45# და ა.შ.
ნაწილის მასალა: PPR
პროექტის ხელმძღვანელი: კენ იო