რაც შეეხება მრავალ ღრუს საინექციო ფორმების დამზადებას

რაც შეეხება მრავალ ღრუს საინექციო ფორმების დამზადებას
ფაქტორები, რომლებიც გავლენას ახდენენ მრავალ ღრუს ზომაზე
1, სიზუსტესაინექციო ფორმადამუშავება. როგორიცაა ღრუს გამონადენი, თითოეული კამერა არის გამონადენი. გამონადენის პროცესი კარგად არ არის კონტროლირებადი, ღრუს ზომის გადახრა.
2, Theსაინექციო ფორმაშეკრების სიზუსტე. შეკრების მიზეზების გამო პოზიციის გადახრის შიდა სტრუქტურა.
3,საინექციო ფორმადიზაინის ფაქტორები, როგორიცაა ნაკადის არხის დიზაინი და გონივრული ერთგვაროვნება პლასტმასში. არაგონივრული მორბენალი აწვება რეზინას საქშენების კამერასთან, ბოლო წებოსგან მოშორებით, შეკუმშვის არათანმიმდევრული გამო. წნევის სიტუაციის ზომა ასევე არათანმიმდევრული გადახრა იქნება. რეზინის პირში, დიამეტრის ზომა გამოიწვევს გადახრის ზომას.
4, Mold წყალსადენის დიზაინი არაგონივრული, ღრუს წყალსადენის ჩაუყარა. წარმოების სიმძლავრის ზომის, პროდუქტის სტრუქტურის მიხედვით, ღრუების შესაბამისი რაოდენობის დასადგენად, უფრო ზუსტი ფორმები, დამუშავების სირთულე, მით უფრო მაღალია ობის ღრუს ღირებულება. თუმცა, საინექციო ჩამოსხმული ნაწილების ერთეულის ფასი მნიშვნელოვნად დაეცა.
მრავალ ღრუს საინექციო ყალიბის წარმოება
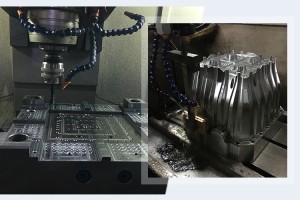
- ფორმის ზუსტი დამუშავება.
როგორიცაა ღრუს გამონადენი, თითოეული კამერა არის გამონადენი, გამონადენის პროცესი არ არის კარგად კონტროლირებადი, ღრუს ზომის გადახრა.
- ზუსტი ფორმის შეკრება
შეკრების მიზეზის გამო იწვევს პოზიციის გადახრის შიდა სტრუქტურას.
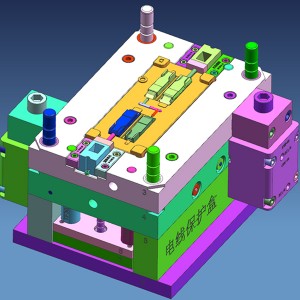
- ყალიბიდიზაინიფაქტორები,
დიზაინის მორბენალი, კარიბჭე, გაგრილება
როგორიც არის თუ არა დიზაინი ნაკადის არხი და გონივრული ერთგვაროვნება შევიდა პლასტიკური, არაგონივრული runner გაფართოებული რეზინის ახლოს nozzle პალატა. ბოლო წებოს მოშორებით შეკუმშვის შეუსაბამობის გამო, წნევის სიტუაციის ზომის შეკავება ასევე არათანმიმდევრული გადახრა იქნება. რეზინის პირში, დიამეტრის ზომა გამოიწვევს გადახრის ზომას.
Mould წყალსადენის დიზაინი არაგონივრულია, ღრუში წყალსადენის განლაგება უნდა იყოს ერთგვაროვანი გაგრილება. თუ არაგონივრული, სხვადასხვა ნაწილების mold სხვადასხვა ტემპერატურაზე, რის შედეგადაც shrinkage და, შესაბამისად, ზომა გადახრა. მთლიანობაში, მრავალ ღრუს ფორმის ფორმის გადახრის ძირითადი ფორმა. ინექციური ჩამოსხმის პროცესის მცირე ეფექტი. გარეთ უნდა იყოს ერთიანი გაგრილება.
მთლიანობაში, მრავალ ღრუს ფორმის ფორმის გადახრის ძირითადი ფორმა. ინექციის ჩამოსხმის პროცესის მცირე ეფექტი. წარმოების სიმძლავრის ზომის, პროდუქტის სტრუქტურის მიხედვით, ღრუების შესაბამისი რაოდენობის დასადგენად, უფრო ზუსტი ფორმები, დამუშავების სირთულე, მით უფრო მაღალია ობის ღრუს ღირებულება.
ღირებულება
თუმცა, საინექციო ჩამოსხმული ნაწილების ერთეულის ფასი მნიშვნელოვნად დაეცა. ფაქტორები, რომლებიც გავლენას ახდენენ მრავალ ღრუს ზომაზე.
1,ფორმის ზუსტი დამუშავების ღირებულება. როგორიცაა მრავალ ღრუს გამონადენი, თითოეული კამერა არის გამონადენი. გამონადენის პროცესი კარგად არ კონტროლდება, ღრუს ზომის გადახრა.
2,საინექციო ფორმის შეკრების ღირებულება. შეკრების მიზეზების გამო პოზიციის გადახრის შიდა სტრუქტურა.
3,ფორმის დიზაინის ღირებულება. როგორიცაა ნაკადის არხის დიზაინი და გონივრული ერთგვაროვნება პლასტმასის, არაგონივრული მორბენალი მოწინავე საღეჭი რეზინის მახლობლად საქშენების კამერის მახლობლად, ბოლო წებოსგან მოშორებით, რადგან შეკუმშვა არათანმიმდევრულია, ზეწოლის სიტუაციის ზომა ასევე არათანმიმდევრული გადახრა იქნება.
დიამეტრის ზომა გამოიწვევს გადახრის ზომას. Mould წყალსადენის დიზაინი არაგონივრულია, ღრუში წყალსადენის განლაგება უნდა იყოს ერთგვაროვანი გაგრილება. თუ არაგონივრული, სხვადასხვა ნაწილების mold სხვადასხვა ტემპერატურაზე, რის შედეგადაც shrinkage და, შესაბამისად, ზომა გადახრა. მთლიანობაში, მრავალ ღრუს ფორმის ფორმის გადახრის ძირითადი ფორმა.