Multi Cavity Injection Molds жасоо жөнүндө эмне айтууга болот?

Multi Cavity Injection Molds жасоо жөнүндө эмне айтууга болот?
Көп көңдөйдүн өлчөмүнө таасир этүүчү факторлор
1, Тактыкинъекциялык калыпиштетүү. Мындай боштук разряды, ар бир камера разряд болуп саналат. Агызып чыгуу процесси жакшы көзөмөлдөнбөйт, көңдөйдүн көлөмү четтөө.
2, Theинъекциялык калыпчогултуу тактыгы. Себептерден улам чогулуштун натыйжалары позициянын четтөөнүн ички структурасына алып келет.
3,Инъекциялык калыпдизайн факторлору, мисалы, агым каналынын дизайны жана пластмассага акылга сыярлык бирдейлик. Негизсиз жөө күлүк жыйрылуу шайкеш келбегендиктен акыркы желимден алыстап, сопло камерасынын жанына сагыз алды. Holding басым кырдаал өлчөмү да ыраатсыз четтөө болот. резина оозуна салып, диаметри өлчөмү четтөө өлчөмүн алып келет.
4, Көк суу жолун долбоорлоо акылга сыйбайт, көңдөй суу жолу жатыптыр. Өндүрүштүк кубаттуулуктун көлөмүнө, продукт түзүлүшүнө ылайык, көңдөйлөрдүн тиешелүү санын аныктоо үчүн, калыптардын тактыгы, иштетүү кыйынчылыгы, көктүн көңдөйүнүн баасы ошончолук жогору. Бирок, инжектордук формадагы тетиктердин бирдигинин баасы кыйла төмөндөдү.
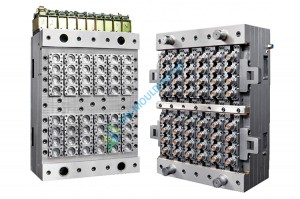
Көп көңдөйлүү инъекциялык калыптарды өндүрүү
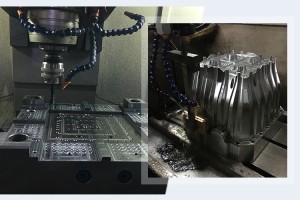
- так калыпты иштетүү.
Мындай боштук разряд сыяктуу, ар бир камера разряд болуп саналат, разряд жараяны жакшы көзөмөлдөнбөйт, көңдөй өлчөмү четтөө.
- так калыптын жыйындысы
Себеби позициянын четтөө ички түзүмүндө жыйын натыйжалары.
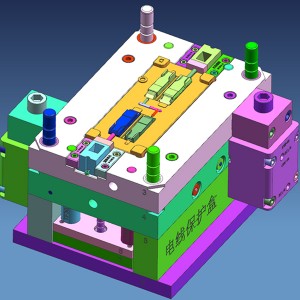
- көкдизайнфакторлор,
Дизайн жөө күлүк, дарбаза, муздатуу
Мындай пластмасса салып агымы каналынын дизайны жана акылга сыярлык бирдейлиги, насадка камерасынын жанында акылга сыйбаган жөө өнүккөн сагыз болобу. Акыркы желимден алыс, анткени жыйрылышы ыраатсыз, кармап турган басым кырдаалдын өлчөмү да ыраатсыз четтөө болот. резина оозуна салып, диаметри өлчөмү четтөө өлчөмүн алып келет.
Көктүн суу жолдорунун конструкциясы негизсиз, көңдөйдө суу жолунун схемасы бирдей муздатуу болушу керек. негизсиз болсо, ар кандай температурада көктүн ар кандай бөлүктөрү, кичирейип, натыйжада, демек, четтөө өлчөмү. Жалпысынан алганда, көп көңдөй көктүн өлчөмү четтөө негизги көк. Инжектордук формалоо процессинин аз таасири бир калыпта муздатуу болушу керек.
Жалпысынан алганда, көп көңдөй көктүн өлчөмү четтөө негизги көк. Инжектордук формалоо процессинин аз таасири. Өндүрүштүк кубаттуулуктун көлөмүнө, продукт түзүлүшүнө ылайык, көңдөйлөрдүн тиешелүү санын аныктоо үчүн, калыптардын тактыгы, иштетүү кыйынчылыгы, көктүн көңдөйүнүн баасы ошончолук жогору.
Наркы
Бирок, инжектордук формадагы тетиктердин бирдигинин баасы кыйла төмөндөдү. Көп көңдөйдүн өлчөмүнө таасир этүүчү факторлор.
1,так көк иштетүү баасы. Көп көңдөйлүү разряд сыяктуу ар бир камера разряд болуп саналат. агызуу процесси жакшы көзөмөлдөнбөйт, көңдөйдүн көлөмү четтөө.
2,инжектордук калыпты чогултуу баасы. Себептерден улам чогулуштун натыйжалары позициянын четтөөнүн ички структурасына алып келет.
3,калыптын дизайн баасы. мисалы, пластмассага агып каналдын дизайны жана акылга сыярлык бирдейлиги, насадка камерасынын жанында негизсиз жөө күлүк өнүккөн сагыз, акыркы желимден алыс, анткени жыйрылышы шайкеш келбегендиктен, кармап турган басым кырдаалдын өлчөмү да ыраатсыз четтөө болот.
диаметри өлчөмү четтөө өлчөмүн алып келет. Көктүн суу жолдорунун конструкциясы негизсиз, көңдөйдө суу жолунун схемасы бирдей муздатуу болушу керек. негизсиз болсо, ар кандай температурада көктүн ар кандай бөлүктөрү, кичирейип, натыйжада, демек, четтөө өлчөмү. Жалпысынан алганда, көп көңдөй көктүн өлчөмү четтөө негизги көк.