






Калап за монтирање на цевки
Земја за извоз:
Јужна Африка
Време на завршување:
1 месец
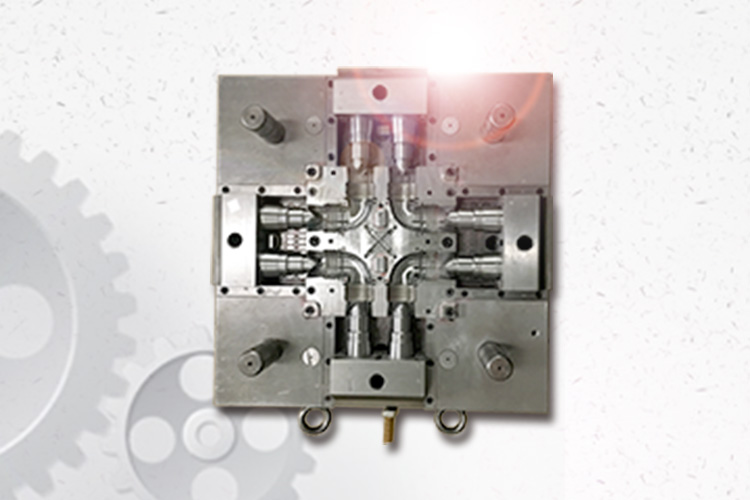
Ознака: Калап за монтирање на цевки
Калап за монтирање на цевки
Детали за мувла:
Основа на мувла: DME Стандард
Шуплини и јадра: S136 Термички обработен
Шуплини: 4 впечатоци
Предизвик
Постојат 10 различни типови на фитинзи кои користат една поставена основа за мувла. Значи, треба да добиеме 10 комплети различни влошки за алатката. Проблемот е да се реши системот за ладење и да се сменат влошките за калапот.
Ако треба да го соблечете калапот и да ги смените влошките, би потрошило многу време.
Решенија
Ние ја дизајнираме алатката така што влошките се разменуваат само на машината. Ова помага да заштедите многу време и системот за ладење посебно за секој сет влошки.
Поле за апликација на производот
Проектот е главно за развој на калап за спојување на цевки, кој главно се применува за производство на приклучоци за водоводни и канализациони цевки.
Приказна
Фитинзите за цевки се дизајнирани со 12 различни големини за поврзување, но купувачот ги развива за прв пат. Многу производи се во пробна фаза и за нив се преговара. Поднесовме замена на јадрото на лизгачот и развивме четири производи со различни големини со еден комплет калапи. Преку развојот на четири комплети калапи, може да се произведат 16 производи со различни големини со обликување со инјектирање. До одреден степен, тоа ги заштедува трошоците за развој на мувла кај клиентите.
Главните предизвици
Бидејќи еден сет на мувла е потребен за производство на четири различни производи, иако тоа ги заштедува трошоците за развој за клиентите до одреден степен, истовремено го зголемува циклусот на развој на мувла, што е голем предизвик за одделот за мувла во однос на времето. .
Има многу лизгачи на матрици за фитинзи за цевки, а положбата на поврзување е сложена. Со цел да се обезбеди квалитетот и работниот век на матрицата, ја прифаќаме термичката обработка S136, која не само што го зголемува работниот век на матрицата, туку и ја обезбедува цврстината и цврстината на јадрото на матрицата.
Бидејќи различните цевководни фитинзи и споеви се навои со различни царски големини, згора на тоа, самата пластика ќе се собира и деформира, па затоа треба да се земе предвид многу сеопфатно во контролата на големината на чекорот на конецот. Особено во процесот на EDM, неопходно е да се земе предвид влијанието на загубата на бакарна електрода врз димензиите.
Главна технологија
Анализа на мувла, груба обработка со CNC, термичка обработка, завршна обработка, сечење жица, EDM, полирање, текстура.
Детали за мувла:
Максимална големина на матрицата: 1000*1000*800мм
Извозна област: Јужна Африка
Време на испорака: 55 дена
Количина на дел: 16 ЕЕЗ
Количина на мувла: 4 комплети
Број на обработени лизгачи: 16 парчиња
Материјал за мувла: S136, NAK80, P20, 718, 45#, итн.
Материјал на дел: PPR
Водач на проектот: Кен Јео