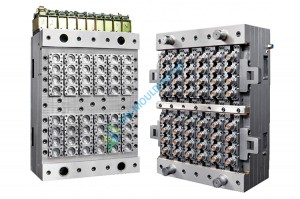
Што е со изработка на калапи за инјектирање со повеќе празнини

Што е со изработка на калапи за инјектирање со повеќе празнини
Фактори кои влијаат на големината на мулти-шуплината
1, прецизностмувла за инјектирањеобработка. Како што е празнењето во шуплината, секоја комора е исцедок. Процесот на празнење не е добро контролиран, отстапување на големината на шуплината.
2, Намувла за инјектирањепрецизност на склопување. Поради причините на собранието резултира со внатрешна структура на позиција отстапување.
3,Мувла за инјектирањедизајн фактори, како на пример дали дизајнот на проток канал и разумна униформност во пластика. Неразумниот тркач напредуваше гума за џвакање во близина на комората на млазницата, подалеку од последниот лепак поради контракцијата неконзистентна. Големината на ситуацијата на држење притисок, исто така, ќе неконзистентно отстапување. Во гумената уста, големината на дијаметарот ќе ја предизвика големината на отстапувањето.
4, мувла воден пат дизајн е неразумно, во празнина воден пат лежеше. Според големината на производствениот капацитет, структурата на производот, да се одреди соодветниот број на шуплини, попрецизните калапи, тешкотијата на обработка, толку е поголема цената на шуплината на мувлата. Сепак, единечната цена на деловите со вбризгување значително падна.
Мувла за вбризгување со повеќе шуплини Производство
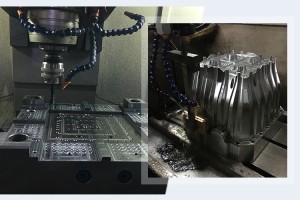
- прецизна обработка на мувла.
Како што се празнење празнина, секоја комора е празнење, процесот на празнење не е добро контролиран, отстапување на големината на празнината.
- прецизниот состав на мувла
Поради причината за собранието резултати во внатрешната структура на позиција отстапување.
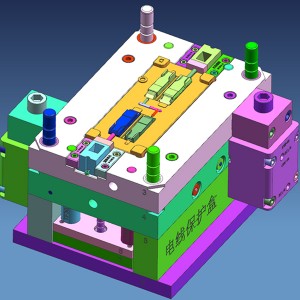
- мувладизајнфактори,
Дизајн тркач, порта, ладење
Како на пример дали дизајнот на протокот канал и разумна униформност во пластика, неразумно тркач напредни гуми за џвакање во близина на млазницата комора. Подалеку од последниот-лепак поради контракција неконзистентна, држење притисок големината ситуација, исто така, ќе неконзистентни отстапување. Во гумената уста, големината на дијаметарот ќе ја предизвика големината на отстапувањето.
Мувла воден пат дизајн е неразумно, во празнина воден пат распоред треба да биде униформа ладење. Ако е неразумно, различните делови на мувла на различни температури, што резултира со намалување, а со тоа и големината на отстапувањето. Сè на сè, основна мувла со отстапување од големината на мувла со повеќе празнини. Мал ефект од процесот на обликување со инјектирање.надвор треба да биде рамномерно ладење.
Сè на сè, основна мувла со отстапување од големината на мувла со повеќе празнини. Мал ефект од процесот на вбризгување. Според големината на производствениот капацитет, структурата на производот, да се одреди соодветниот број на шуплини, попрецизните калапи, тешкотијата на обработка, толку е поголема цената на шуплината на мувлата.
Цена
Сепак, единечната цена на деловите со вбризгување значително падна. Фактори кои влијаат на големината на мулти-шуплината.
1,прецизна цена за обработка на мувла. Како мулти-шуплина празнење, секоја комора е празнење. процесот на празнење не е добро контролиран, отстапување на големината на шуплината.
2,трошоците за склопување на калапот за инјектирање. Поради причините на собранието резултира со внатрешна структура на позиција отстапување.
3,цена за дизајн на мувла. Како што се дизајнот на протокот канал и разумна униформност во пластика, неразумно тркач напредни гуми за џвакање во близина на млазницата комора, далеку од последните-лепак поради контракција неконзистентни, држејќи притисок ситуација големина, исто така, неконзистентни отстапување.
Големината на дијаметарот ќе ја предизвика големината на отстапувањето. Мувла воден пат дизајн е неразумно, во празнина воден пат распоред треба да биде униформа ладење. Ако е неразумно, различните делови на мувла на различни температури, што резултира со намалување, а со тоа и големината на отстапувањето. Сè на сè, основна мувла со отстапување од големината на мувла со повеќе празнини.