Xi ngħidu dwar il-Multi Cavity Injection Molds Making

Xi ngħidu dwar il-Multi Cavity Injection Molds Making
Fatturi li jaffettwaw id-daqs tal-kavità multipla
1, Preċiżjonimoffa tal-injezzjoniipproċessar. Bħal ħruġ tal-kavità, kull kamra hija skariku. Il-proċess ta 'kwittanza mhux ikkontrollat tajjeb, devjazzjoni tad-daqs tal-kavità.
2, Il-moffa tal-injezzjonipreċiżjoni tal-assemblaġġ. Minħabba r-raġunijiet tar-riżultati tal-assemblaġġ fl-istruttura interna tad-devjazzjoni tal-pożizzjoni.
3,Moffa tal-injezzjonifatturi tad-disinn, bħal jekk id-disinn tal-kanal tal-fluss u uniformità raġonevoli fil-plastik. Ir-runner mhux raġonevoli avvanzat gomma ħdejn il-kamra taż-żennuna, 'il bogħod mill-aħħar kolla minħabba kontrazzjoni inkonsistenti. Iż-żamma tad-daqs tas-sitwazzjoni tal-pressjoni se wkoll devjazzjoni inkonsistenti. Fil-ħalq tal-gomma, id-daqs tad-dijametru se jikkawża d-daqs tad-devjazzjoni.
4, Disinn tal-passaġġ tal-ilma tal-moffa huwa irraġonevoli, fil-passaġġ tal-ilma tal-kavità jistabbilixxu. Skont id-daqs tal-kapaċità tal-produzzjoni, l-istruttura tal-prodott, biex tiddetermina n-numru xieraq ta 'kavitajiet, aktar forom ta' preċiżjoni, diffikultà fl-ipproċessar, iktar ma tkun għolja l-ispiża tal-kavità tal-moffa. Madankollu, il-prezz unitarju tal-partijiet iffurmati bl-injezzjoni naqas b'mod sinifikanti.
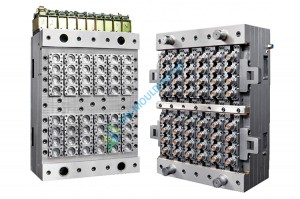
Manifattura ta 'moffa ta' injezzjoni b'ħafna kavità
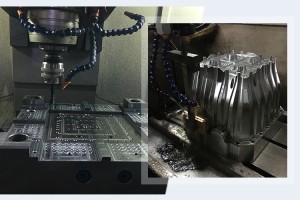
- ipproċessar ta 'moffa ta' preċiżjoni.
Bħal skarigu tal-kavità, kull kamra hija skarigu, il-proċess ta 'kwittanza mhux ikkontrollat tajjeb, devjazzjoni tad-daqs tal-kavità.
- l-assemblaġġ tal-moffa ta 'preċiżjoni
Minħabba r-raġuni għall-assemblaġġ jirriżulta fl-istruttura interna tad-devjazzjoni tal-pożizzjoni.
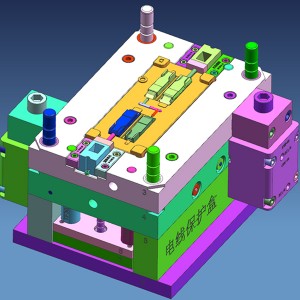
- moffadisinnfatturi,
Disinn runner, gate, tkessiħ
Bħal jekk id-disinn tal-kanal tal-fluss u l-uniformità raġonevoli fil-plastik, runner mhux raġonevoli avvanzat gum ħdejn il-kamra taż-żennuna. Bogħod mill-aħħar kolla minħabba kontrazzjoni inkonsistenti, iż-żamma tad-daqs tas-sitwazzjoni tal-pressjoni se wkoll devjazzjoni inkonsistenti. Fil-ħalq tal-gomma, id-daqs tad-dijametru se jikkawża d-daqs tad-devjazzjoni.
Id-disinn tal-passaġġ tal-ilma tal-moffa mhuwiex raġonevoli, fit-tqassim tal-passaġġ tal-ilma tal-kavità għandu jkun tkessiħ uniformi. Jekk mhux raġonevoli, il-partijiet differenti tal-moffa f'temperaturi differenti, li jirriżultaw fi jinxtorob, u għalhekk id-daqs tad-devjazzjoni. Kollox ma 'kollox, moffa bażika ta' devjazzjoni tad-daqs tal-moffa b'ħafna kavità. Ftit effett ta ' l-injezzjoni molding process.out għandu jkun tkessiħ uniformi.
Kollox ma 'kollox, moffa bażika ta' devjazzjoni tad-daqs tal-moffa b'ħafna kavità. Effett żgħir tal-proċess tal-iffurmar tal-injezzjoni. Skont id-daqs tal-kapaċità tal-produzzjoni, l-istruttura tal-prodott, biex tiddetermina n-numru xieraq ta 'kavitajiet, aktar forom ta' preċiżjoni, diffikultà fl-ipproċessar, iktar ma tkun għolja l-ispiża tal-kavità tal-moffa.
Spiża
Madankollu, il-prezz unitarju tal-partijiet iffurmati bl-injezzjoni naqas b'mod sinifikanti. Fatturi li jaffettwaw id-daqs tal-kavità multipla.
1,spiża tal-ipproċessar tal-moffa ta 'preċiżjoni. Bħal skarigu b'ħafna kavità, kull kamra hija skariku. il-proċess ta 'kwittanza mhux ikkontrollat tajjeb, devjazzjoni tad-daqs tal-kavità.
2,l-ispiża tal-assemblaġġ tal-moffa tal-injezzjoni. Minħabba r-raġunijiet tar-riżultati tal-assemblaġġ fl-istruttura interna tad-devjazzjoni tal-pożizzjoni.
3,spiża tad-disinn tal-moffa. bħal jekk id-disinn tal-kanal tal-fluss u l-uniformità raġonevoli fil-plastik, runner mhux raġonevoli gomma avvanzata ħdejn il-kamra taż-żennuna, 'il bogħod mill-aħħar kolla minħabba kontrazzjoni inkonsistenti, iż-żamma tad-daqs tas-sitwazzjoni tal-pressjoni se wkoll devjazzjoni inkonsistenti.
Id-daqs tad-dijametru se jikkawża d-daqs tad-devjazzjoni. Id-disinn tal-passaġġ tal-ilma tal-moffa mhuwiex raġonevoli, fit-tqassim tal-passaġġ tal-ilma tal-kavità għandu jkun tkessiħ uniformi. Jekk mhux raġonevoli, il-partijiet differenti tal-moffa f'temperaturi differenti, li jirriżultaw fi jinxtorob, u għalhekk id-daqs tad-devjazzjoni. Kollox ma 'kollox, moffa bażika ta' devjazzjoni tad-daqs tal-moffa b'ħafna kavità.