






Rørtilpasningsform
Eksportland:
Sør-Afrika
Fullføringstid:
1 måned
Tag: Pipe Fitting Mold
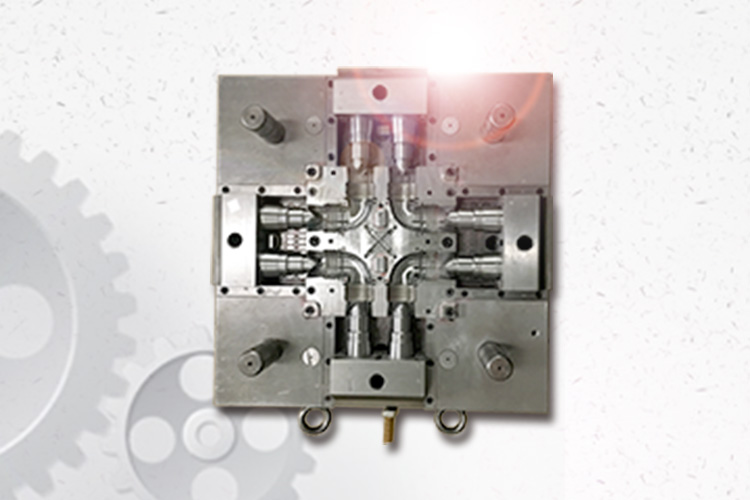
Rørtilpasningsform
Formdetaljer:
Formbase: DME Standard
Hulrom og kjerner: S136 varmebehandlet
Hulrom: 4 visninger
Utfordring
Det er 10 forskjellige typer beslag som bruker en sett formbase. Så vi må få 10 sett med forskjellige innsatser til verktøyet. Problemet er å løse kjølesystemet og bytte innsatser for formen.
Hvis du trenger å strippe ned formen og bytte innsatser, vil det kaste bort mye tid.
Løsninger
Vi designer verktøyet slik at innsatsene byttes bare på maskinen. Dette bidrar til å spare mye tid og kjølesystem separat for hvert sett innsatser.
Produktapplikasjonsfelt
Prosjektet er i hovedsak å utvikle rørbeslag skjøtestøp, som hovedsakelig brukes til produksjon av vannrør og avløpsrørkoblinger.
Historie
Rørbeslagene er designet med 12 forskjellige koblingsstørrelser, men kunden utvikler dem for første gang. Mange produkter er på prøvestadiet og har blitt forhandlet. Vi har sendt inn for å erstatte glidekjernen og utviklet fire produkter i forskjellige størrelser med ett sett med former. Gjennom utviklingen av fire sett med støpeformer kan 16 produkter i forskjellige størrelser produseres ved sprøytestøping. Til en viss grad sparer det kostnadene ved utvikling av kundesopp.
Hovedutfordringer
Fordi ett sett med støpeform er nødvendig for å produsere fire forskjellige produkter, selv om det sparer utviklingskostnadene for kundene til en viss grad, øker det støpeformutviklingssyklusen samtidig, noe som er en stor utfordring for støpeformavdelingen når det gjelder tid .
Det er mange dyseglidere for rørdeler, og tilkoblingsposisjonen er kompleks. For å sikre kvaliteten og levetiden til formen, tar vi i bruk S136 varmebehandling, som ikke bare øker levetiden til formen, men sikrer også hardheten og styrken til kjernen.
Fordi forskjellige rørfittings og skjøter er gjenger av forskjellige imperialstørrelser, vil dessuten selve plasten krympe og deformeres, så det må vurderes veldig omfattende i kontrollen av gjengestigningsstørrelsen. Spesielt i prosessen med EDM er det nødvendig å vurdere påvirkningen av kobberelektrodetap på dimensjonene.
Hovedteknologi
Mugganalyse, CNC grovbearbeiding, varmebehandling, etterbearbeiding, trådskjæring, EDM, polering, tekstur.
Formdetaljer:
Maksimal formstørrelse: 1000*1000*800mm
Eksportområde: Sør-Afrika
Leveringstid: 55 dager
Del Antall: 16 stk
Mengde form: 4 sett
Antall behandlede glidere: 16 stk
Formmateriale: S136, NAK80, P20, 718, 45#, etc.
Delmateriale: PPR
Prosjektleder: Ken Yeo