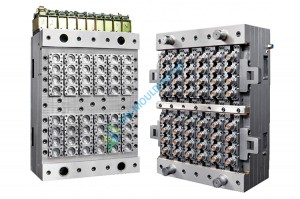
Hva med Multi Cavity Injection Molds Making

Hva med Multi Cavity Injection Molds Making
Faktorer som påvirker størrelsen på multihulrommet
1, presisjonsprøytestøpeformbehandling. Slik som hulrom utslipp, er hvert kammer en utslipp. Utslippsprosessen er ikke godt kontrollert, hulromsstørrelsesavvik.
2, Thesprøytestøpeformmonteringspresisjon. På grunn av årsakene til monteringen resulterer i den interne strukturen til posisjonsavvik.
3,Injeksjonsformdesignfaktorer, for eksempel om utformingen av strømningskanalen og rimelig jevnhet inn i plasten. Den urimelige løperen avanserte tannkjøttet nær dysekammeret, vekk fra det siste limet på grunn av inkonsekvent sammentrekning. Holdetrykk situasjon størrelse vil også inkonsekvent avvik. Inn i gummimunnen vil diameterstørrelsen forårsake størrelsen på avviket.
4, Mold vannveien design er urimelig, i hulrommet vannveien lå. I henhold til størrelsen på produksjonskapasiteten, produktstruktur, for å bestemme passende antall hulrom, mer presisjonsformer, bearbeidingsvansker, jo høyere kostnadene for formhulen. Enhetsprisen på sprøytestøpte deler falt imidlertid betydelig.
Multi-hulrom injeksjon mold Produksjon
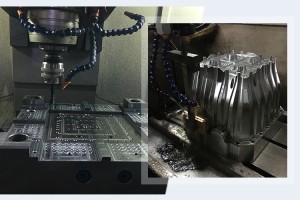
- presisjon mold behandling.
Slik som hulrom utslipp, hvert kammer er en utslipp, utslipp prosessen er ikke godt kontrollert, hulrom størrelse avvik.
- presisjonsformenheten
På grunn av årsaken til monteringen resulterer i den interne strukturen til posisjonsavvik.
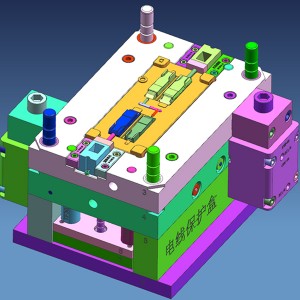
- muggdesignfaktorer,
Design løper, port, kjøling
For eksempel om utformingen av strømningskanalen og rimelig jevnhet inn i plasten, urimelig runner avanserte tyggegummi nær dysekammeret. Bort fra den siste lim på grunn av sammentrekning inkonsekvent, vil holde trykk situasjon størrelse også inkonsekvent avvik. Inn i gummimunnen vil diameterstørrelsen forårsake størrelsen på avviket.
Mold vannveien design er urimelig, i hulrommet vannvei layout bør være jevn kjøling. Hvis urimelig, de forskjellige delene av formen ved forskjellige temperaturer, noe som resulterer i krymping, og dermed størrelsen på avviket. Alt i alt, en multi-hulrom mold størrelse avvik grunnleggende mold. Liten effekt av sprøytestøpeprosessen bør være jevn avkjøling.
Alt i alt, en multi-hulrom mold størrelse avvik grunnleggende mold. Liten effekt av sprøytestøpeprosessen. I henhold til størrelsen på produksjonskapasiteten, produktstruktur, for å bestemme passende antall hulrom, mer presisjonsformer, bearbeidingsvansker, jo høyere kostnadene for formhulen.
Koste
Enhetsprisen på sprøytestøpte deler falt imidlertid betydelig. Faktorer som påvirker størrelsen på multihulrommet.
1,presisjon mold behandling kostnad. Slik som multi-hulrom utladning, er hvert kammer en utladning. utslippsprosessen er ikke godt kontrollert, hulromsstørrelsesavvik.
2,kostnaden for injeksjonsstøpemonteringen. På grunn av årsakene til monteringen resulterer i den interne strukturen til posisjonsavvik.
3,formdesignkostnad. for eksempel om utformingen av strømningskanalen og rimelig ensartethet inn i plasten, urimelig runner avanserte gummi nær dysekammeret, bort fra siste-limet fordi sammentrekning inkonsekvent, holder trykk situasjon størrelse vil også inkonsekvent avvik.
Diameterstørrelsen vil forårsake størrelsen på avviket. Mold vannveien design er urimelig, i hulrommet vannvei layout bør være jevn kjøling. Hvis urimelig, de forskjellige delene av formen ved forskjellige temperaturer, noe som resulterer i krymping, og dermed størrelsen på avviket. Alt i alt, en multi-hulrom mold størrelse avvik grunnleggende mold.