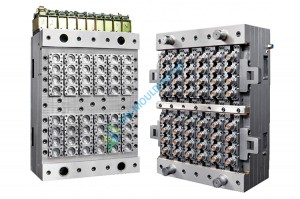
Ce zici de fabricarea matrițelor de injecție cu mai multe cavități

Ce zici de fabricarea matrițelor de injecție cu mai multe cavități
Factorii care afectează dimensiunea cavității multiple
1, Preciziematriță de injecțieprelucrare. Cum ar fi descărcarea prin cavitate, fiecare cameră este o descărcare. Procesul de descărcare nu este bine controlat, abaterea dimensiunii cavității.
2, Thematriță de injecțieprecizie de asamblare. Din motivele asamblarii rezultă în structura internă a abaterii poziției.
3,Matriță de injecțiefactori de proiectare, cum ar fi dacă proiectarea canalului de curgere și uniformitatea rezonabilă în plastic. Alergatorul nerezonabil a avansat guma lângă camera duzei, departe de ultimul lipici din cauza contracției inconsistente. Mărimea situației de menținere a presiunii va devia, de asemenea, inconsecventă. În gura de cauciuc, dimensiunea diametrului va determina dimensiunea abaterii.
4, Mucegaiul de proiectare a căii navigabile este nerezonabil, în cavitatea căii navigabile. În funcție de dimensiunea capacității de producție, structura produsului, pentru a determina numărul adecvat de cavități, matrițe mai precise, dificultatea de procesare, cu atât costul cavității matriței este mai mare. Cu toate acestea, prețul unitar al pieselor turnate prin injecție a scăzut semnificativ.
Fabricare matrițe de injecție cu mai multe cavități
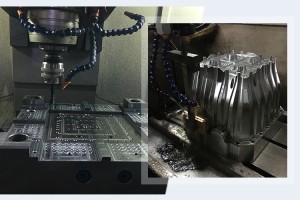
- prelucrare de precizie a matritelor.
Cum ar fi descărcarea cavității, fiecare cameră este o descărcare, procesul de descărcare nu este bine controlat, abaterea dimensiunii cavității.
- ansamblul matriței de precizie
Din cauza motivului asamblarii rezultă structura internă a abaterii poziției.
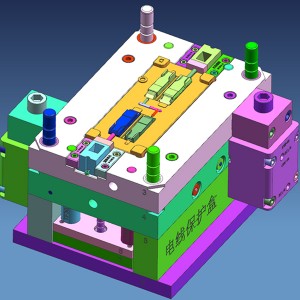
- mucegaiproiectafactori,
Design runner, poarta, racire
Cum ar fi dacă proiectarea canalului de curgere și uniformitatea rezonabilă în plastic, nerezonabil ruler avansat gumă lângă camera duzei. Departe de ultimul lipici din cauza contracției inconsistente, menținerea dimensiunii situației de presiune va devia, de asemenea, inconsecventă. În gura de cauciuc, dimensiunea diametrului va determina dimensiunea abaterii.
Mucegaiul de proiectare a căii navigabile este nerezonabilă, în structura cavității căii navigabile ar trebui să fie o răcire uniformă. Dacă este nerezonabil, diferitele părți ale matriței la temperaturi diferite, ducând la contracție și, prin urmare, la dimensiunea abaterii. Una peste alta, o matriță de bază cu deviație de dimensiune a matriței cu mai multe cavități. Efectul mic al procesului de turnare prin injecție ar trebui să fie o răcire uniformă.
Una peste alta, o matriță de bază cu deviație de dimensiune a matriței cu mai multe cavități. Efect redus al procesului de turnare prin injecție. În funcție de dimensiunea capacității de producție, structura produsului, pentru a determina numărul adecvat de cavități, matrițe mai precise, dificultatea de procesare, cu atât costul cavității matriței este mai mare.
Cost
Cu toate acestea, prețul unitar al pieselor turnate prin injecție a scăzut semnificativ. Factorii care afectează dimensiunea cavității multiple.
1,costul de prelucrare a matriței de precizie. Cum ar fi descărcarea cu mai multe cavități, fiecare cameră este o descărcare. procesul de descărcare nu este bine controlat, abaterea dimensiunii cavității.
2,costul asamblarii matriței de injecție. Din motivele asamblarii rezultă în structura internă a abaterii poziției.
3,costul de proiectare a matriței. cum ar fi dacă proiectarea canalului de curgere și uniformitatea rezonabilă în plastic, nerezonabil alergător avansat gumă lângă camera duzei, departe de ultimul lipici, deoarece contracție inconsistentă, deținerea dimensiunea situației de presiune va, de asemenea, abatere inconsistentă.
Dimensiunea diametrului va determina dimensiunea abaterii. Mucegaiul de proiectare a căii navigabile este nerezonabilă, în structura cavității căii navigabile ar trebui să fie o răcire uniformă. Dacă este nerezonabil, diferitele părți ale matriței la temperaturi diferite, ducând la contracție și, prin urmare, la dimensiunea abaterii. Una peste alta, o matriță de bază cu deviație de dimensiune a matriței cu mai multe cavități.