






Kalup za pritrditev cevi
Izvozna država:
Južna Afrika
Čas dokončanja:
1 mesec
Oznaka: kalup za cevi
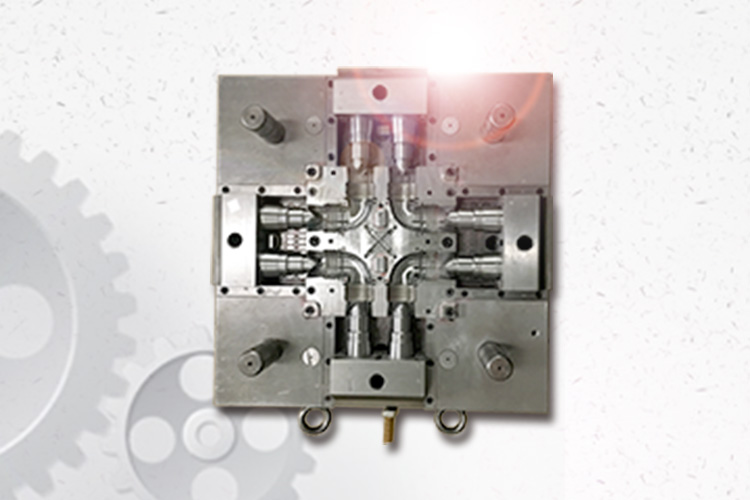
Kalup za pritrditev cevi
Podrobnosti plesni:
Osnova kalupa: standard DME
Votline in jedra: toplotno obdelana S136
Kavitete: 4 vtisi
Izziv
Na voljo je 10 različnih vrst pribora, ki uporabljajo eno nastavljeno podlago za kalupe. Tako moramo dobiti 10 kompletov različnih vložkov za orodje. Problem je rešiti hladilni sistem in zamenjati vložke za kalup.
Če bi morali odstraniti kalup in zamenjati vložke, bi izgubili veliko časa.
Rešitve
Orodje oblikujemo tako, da se ploščice menjajo kar na stroju. To pomaga prihraniti veliko časa in hladilnega sistema posebej za vsak komplet vložkov.
Polje uporabe izdelka
Projekt je namenjen predvsem razvoju kalupa za spoje cevi, ki se uporablja predvsem za proizvodnjo priključkov za vodovodne in kanalizacijske cevi.
Zgodba
Cevni priključki so zasnovani z 12 različnimi velikostmi priključkov, vendar jih stranka razvija prvič. Številni izdelki so v poskusni fazi in o njih potekajo pogajanja. Predložili smo zamenjavo jedra drsnika in razvili štiri izdelke različnih velikosti z enim kompletom kalupov. Z razvojem štirih sklopov kalupov je mogoče z brizganjem izdelati 16 izdelkov različnih velikosti. Do določene mere prihrani stroške razvoja plesni strank.
Glavni izzivi
Ker je en komplet kalupov potreben za izdelavo štirih različnih izdelkov, čeprav strankam do določene mere prihrani razvojne stroške, hkrati poveča razvojni cikel kalupov, kar je velik izziv za oddelek za kalupe v smislu časa .
Obstaja veliko drsnikov za cevne priključke in položaj povezave je zapleten. Da bi zagotovili kakovost in življenjsko dobo matrice, smo sprejeli toplotno obdelavo S136, ki ne samo podaljša življenjsko dobo matrice, ampak tudi zagotavlja trdoto in trdnost jedra matrice.
Ker so različni cevni priključki in spoji navoji različnih imperialnih velikosti, se poleg tega sama plastika krči in deformira, zato jo je treba pri nadzoru velikosti koraka navoja upoštevati zelo celovito. Zlasti pri procesu EDM je treba upoštevati vpliv izgube bakrene elektrode na dimenzije.
Glavna tehnologija
Analiza kalupov, CNC groba obdelava, toplotna obdelava, končna obdelava, rezanje žice, EDM, poliranje, tekstura.
Podrobnosti plesni:
Največja velikost matrice: 1000 * 1000 * 800 mm
Izvozno območje: Južna Afrika
Dobavni rok: 55 dni
Količina delov: 16 kosov
Količina plesni: 4 kompleti
Število obdelanih drsnikov: 16 kosov
Material kalupa: S136, NAK80, P20, 718, 45# itd.
Material dela: PPR
Vodja projekta: Ken Yeo