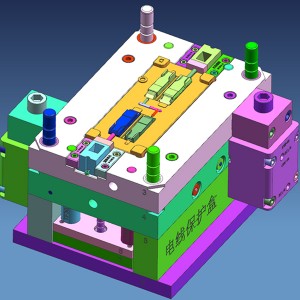
Kallëp për montimin e tubave
Kallëp për montimin e tubave
Vendi i eksportit:
Afrika e Jugut
Koha e përfundimit:
1 muaj
Etiketë: Kallëp për montimin e tubave
Sfida
Ekzistojnë 10 lloje të ndryshme pajisjesh duke përdorur një bazë të caktuar kallëpi. Pra, ne duhet të marrim 10 grupe futjesh të ndryshme për mjetin. Problemi është zgjidhja e sistemit të ftohjes dhe ndërrimi i futjeve për kallëpin .
Nëse keni nevojë të hiqni kallëpin dhe të ndryshoni futjet, do të humbisni shumë kohë.
Zgjidhjet
Ne e projektojmë veglën që futjet të shkëmbehen vetëm në makinë. Kjo ndihmon për të kursyer shumë kohë dhe sistemin e ftohjes veç e veç për çdo futje grupi.
Fusha e aplikimit të produktit
Projekti është kryesisht për të zhvilluar kallëp bashkimi për montimin e tubave, i cili aplikohet kryesisht në prodhimin e lidhësve të tubave të ujit dhe kanalizimeve.
Histori
Pajisjet e tubave janë projektuar me 12 madhësi të ndryshme lidhjesh, por klienti i zhvillon ato për herë të parë. Shumë produkte janë në fazën e provës dhe janë negociuar. Ne kemi paraqitur për të zëvendësuar bërthamën rrëshqitëse dhe kemi zhvilluar katër produkte të madhësive të ndryshme me një grup kallëpësh. Nëpërmjet zhvillimit të katër grupeve të kallëpeve, 16 produkte të madhësive të ndryshme mund të prodhohen me derdhje me injeksion. Në një masë të caktuar, ai kursen koston e zhvillimit të mykut të klientit.
Sfidat kryesore
Për shkak se një grup myku nevojitet për të prodhuar katër produkte të ndryshme, megjithëse kursen koston e zhvillimit për klientët në një masë të caktuar, rrit ciklin e zhvillimit të mykut në të njëjtën kohë, gjë që është një sfidë e madhe për departamentin e mykut për sa i përket kohës. .
Ka shumë rrëshqitës për pajisje tubash dhe pozicioni i lidhjes është kompleks. Për të garantuar cilësinë dhe jetën e shërbimit të kalterit, ne miratojmë trajtimin e nxehtësisë S136, i cili jo vetëm që rrit jetëgjatësinë e kalimit, por gjithashtu siguron ngurtësinë dhe forcën e bërthamës së kalterit.
Për shkak se pajisjet dhe nyjet e ndryshme të tubave janë fije të madhësive të ndryshme perandorake, për më tepër, vetë plastika do të tkurret dhe deformohet, kështu që duhet të konsiderohet shumë gjithëpërfshirëse në kontrollin e madhësisë së hapit të fillit. Sidomos në procesin e EDM, është e nevojshme të merret parasysh ndikimi i humbjes së elektrodës së bakrit në dimensionet.
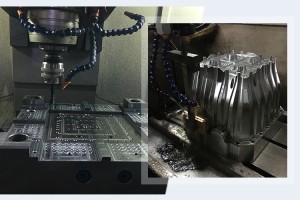
Teknologjia kryesore
Analiza e mykut, përpunimi i përafërt me CNC, trajtimi me nxehtësi, përpunimi përfundimtar, prerja e telit, EDM, lustrimi, tekstura.
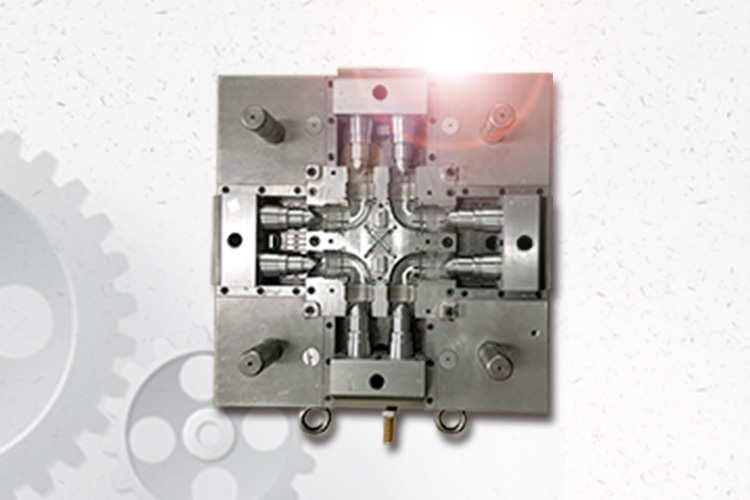
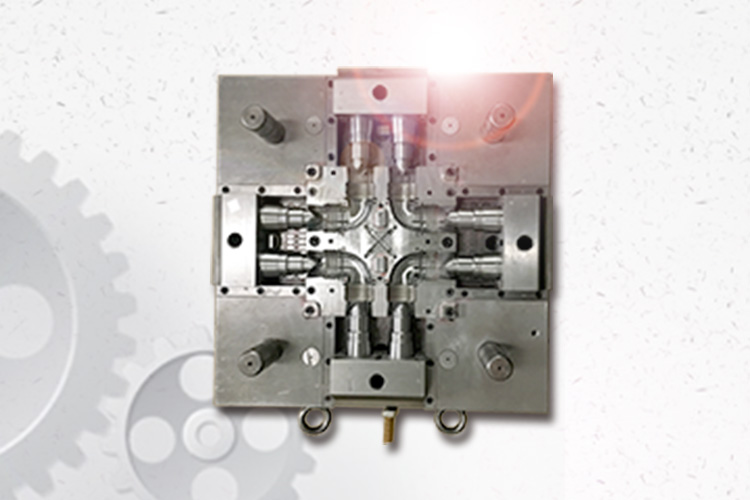
Detajet e kallëpit:
Madhësia maksimale e modelit: 1000*1000*800 mm
Zona e eksportit: Afrika e Jugut
Koha e dorëzimit: 55 ditë
Sasia e pjesës: 16 copë
Sasia e kallëpit: 4 komplete
Numri i rrëshqitësve të përpunuar: 16 copë
Materiali i mykut: S136, NAK80, P20, 718, 45#, etj.
Materiali i pjesës: PPR
Udhëheqësi i projektit: Ken Yeo