






Калуп за причвршћивање цеви
Земља извоза:
Јужна Африка
Време завршетка:
1 месец
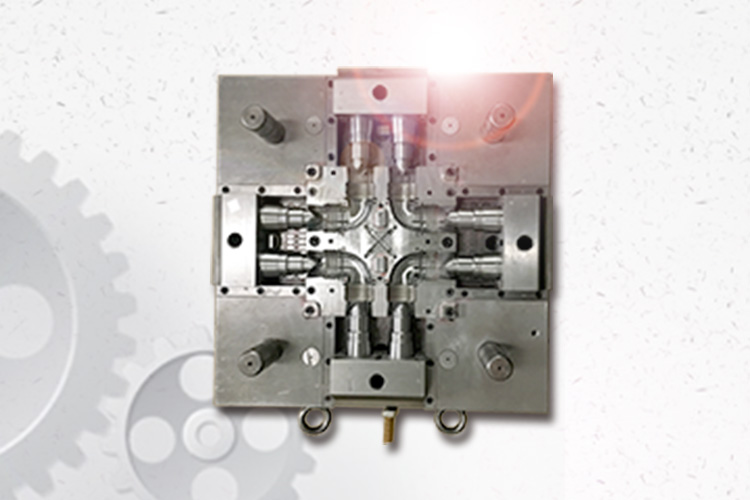
Ознака: Калуп за спојеве цеви
Калуп за причвршћивање цеви
Детаљи калупа:
База калупа: ДМЕ Стандард
Шупљине и језгра: С136 термички обрађени
Шупљине: 4 отиска
Цхалланге
Постоји 10 различитих типова фитинга који користе једну базу калупа. Дакле, морамо добити 10 комплета различитих уметака за алат. Проблем је решити систем хлађења и променити уметке за калуп.
Ако треба да скинете калуп и промените уметке, губите много времена.
Решења
Дизајнирамо алат тако да се умеци замењују само на машини. Ово помаже да се уштеди много времена и система хлађења посебно за сваки сет уметака.
Поље примене производа
Пројекат је углавном за развој калупа за спајање цеви, који се углавном примењује за производњу прикључака за водоводне и канализационе цеви.
Прича
Цевни спојеви су пројектовани са 12 различитих величина прикључка, али их купац развија по први пут. Многи производи су у пробној фази и о њима је преговарано. Предложили смо да заменимо језгро клизача и развили четири производа различитих величина са једним комплетом калупа. Кроз развој четири сета калупа, 16 производа различитих величина може се произвести бризгањем. У одређеној мери штеди трошкове развоја калупа купаца.
Главни изазови
Пошто је један сет калупа потребан за производњу четири различита производа, иако у одређеној мери штеди трошкове развоја за купце, истовремено повећава циклус развоја калупа, што је велики изазов за одељење калупа у смислу времена .
Постоји много клизача за цевне спојнице, а положај прикључка је сложен. Да бисмо осигурали квалитет и радни век матрице, усвајамо С136 термичку обраду, која не само да повећава радни век матрице, већ и обезбеђује тврдоћу и чврстоћу језгра матрице.
Пошто су различити цевни спојеви и спојеви навоји различитих империјалних величина, штавише, сама пластика ће се скупити и деформисати, тако да је потребно веома свеобухватно размотрити у контроли величине корака навоја. Посебно у процесу ЕДМ потребно је размотрити утицај губитка бакарне електроде на димензије.
Главна технологија
Анализа калупа, ЦНЦ груба обрада, топлотна обрада, завршна обрада, сечење жице, ЕДМ, полирање, текстура.
Детаљи калупа:
Максимална величина матрице: 1000 * 1000 * 800 мм
Извозна област: Јужна Африка
Време испоруке: 55 дана
Количина дела: 16 ком
Количина калупа: 4 сета
Број обрађених клизача: 16 ком
Материјал калупа: С136, НАК80, П20, 718, 45 #, итд.
Материјал дела: ППР
Руководилац пројекта: Кен Иео