






Rörkopplingsform
Exportland:
Sydafrika
Slutförandetid:
1 månad
Tag: Rörkopplingsform
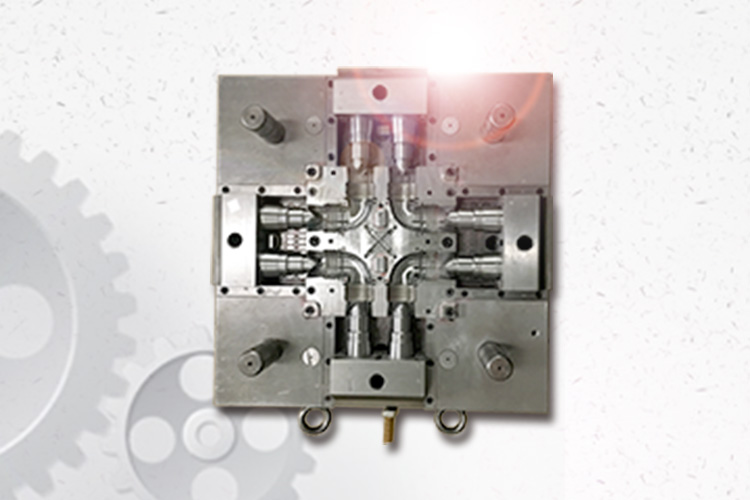
Rörkopplingsform
Formdetaljer:
Formbas: DME Standard
Hålrum och kärnor: S136 Värmebehandlad
Hålrum: 4 avtryck
Utmaning
Det finns 10 olika typer av beslag som använder en uppsättning formbas. Så vi måste skaffa 10 uppsättningar av olika skär till verktyget. Problemet är att lösa kylsystemet och byta insatser till formen.
Om du behöver skala ner formen och byta insatser, skulle det slösa mycket tid.
Lösningar
Vi designar verktyget så att skären byts bara på maskinen. Detta hjälper till att spara mycket tid och kylsystem separat för varje set insatser.
Produktapplikationsfält
Projektet syftar främst till att utveckla rörkopplingsfogform, som huvudsakligen används för tillverkning av vattenlednings- och avloppsrörsanslutningar.
Berättelse
Rörkopplingarna är designade med 12 olika anslutningsstorlekar, men kunden utvecklar dem för första gången. Många produkter är på teststadiet och har förhandlats fram. Vi har lämnat in för att byta ut glidkärnan och utvecklat fyra produkter i olika storlekar med en uppsättning formar. Genom utvecklingen av fyra uppsättningar formar kan 16 produkter i olika storlekar tillverkas genom formsprutning. Till viss del sparar det kostnaden för kundutveckling av mögel.
Huvudutmaningar
Eftersom det behövs en uppsättning gjutformar för att producera fyra olika produkter, även om det i viss mån sparar utvecklingskostnaden för kunderna, ökar det samtidigt gjutformsutvecklingscykeln, vilket är en stor utmaning för gjutformsavdelningen tidsmässigt. .
Det finns många formskjutare för rördelar, och anslutningspositionen är komplex. För att säkerställa formens kvalitet och livslängd antar vi S136 värmebehandling, som inte bara ökar formens livslängd, utan också säkerställer hårdheten och styrkan hos formkärnan.
Eftersom olika rördelar och skarvar är gängor av olika imperialstorlekar, kommer dessutom själva plasten att krympa och deformeras, så det måste övervägas mycket omfattande vid kontroll av gängstigningsstorlek. Speciellt i processen med EDM är det nödvändigt att överväga påverkan av kopparelektrodförlust på dimensionerna.
Huvudteknik
Formanalys, CNC Grovbearbetning, Värmebehandling, Finbearbetning, Trådskärning, EDM, Polering, Textur.
Formdetaljer:
Maximal formstorlek: 1000*1000*800mm
Exportområde: Sydafrika
Leveranstid: 55 dagar
Del Antal: 16 st
Formmängd: 4 set
Antal bearbetade sliders: 16 st
Formmaterial: S136, NAK80, P20, 718, 45#, etc.
Delmaterial: PPR
Projektledare: Ken Yeo