Paano naman ang Multi Cavity Injection Molds Making

Paano naman ang Multi Cavity Injection Molds Making
Mga kadahilanan na nakakaapekto sa laki ng multi-cavity
1, Katumpakanamag ng iniksyonpagpoproseso. Tulad ng cavity discharge, ang bawat silid ay isang discharge. Ang proseso ng paglabas ay hindi mahusay na kinokontrol, paglihis ng laki ng lukab.
2, Angamag ng iniksyonkatumpakan ng pagpupulong. Dahil sa mga dahilan ng pagpupulong ay nagreresulta sa panloob na istraktura ng paglihis ng posisyon.
3,Iniksyon na amagdisenyo kadahilanan, tulad ng kung ang disenyo ng daloy ng channel at makatwirang pagkakapareho sa plastic. Ang hindi makatwirang runner ay nag-advance gum malapit sa nozzle chamber, malayo sa huling-glue dahil sa hindi pantay-pantay na contraction. Ang paghawak ng laki ng sitwasyon ng presyon ay magkakaroon din ng hindi pantay na paglihis. Sa bibig ng goma, ang laki ng diameter ay magiging sanhi ng laki ng paglihis.
4, Ang disenyo ng daluyan ng tubig ng amag ay hindi makatwiran, sa cavity waterway lay. Ayon sa laki ng produksyon kapasidad, istraktura ng produkto, upang matukoy ang naaangkop na bilang ng mga cavities, mas katumpakan molds, pagpoproseso ng kahirapan, mas mataas ang halaga ng amag lukab. Gayunpaman, ang presyo ng yunit ng mga bahagi na hinulma ng iniksyon ay bumaba nang malaki.
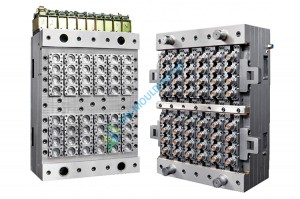
Multi-cavity injection mold Paggawa
- katumpakan pagpoproseso ng amag.
Tulad ng paglabas ng lukab, ang bawat silid ay isang discharge, ang proseso ng paglabas ay hindi mahusay na kinokontrol, paglihis ng laki ng lukab.
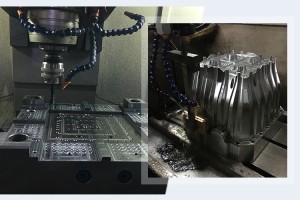
- ang precision mold assembly
Dahil sa dahilan ng pagpupulong ay nagreresulta sa panloob na istraktura ng paglihis ng posisyon.
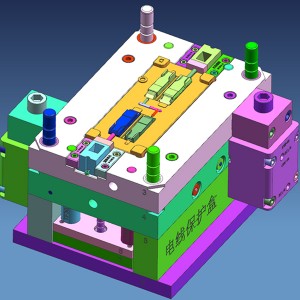
- magkaroon ng amagdisenyosalik,
Disenyo runner, gate, paglamig
Tulad ng kung ang disenyo ng daloy ng channel at makatwirang pagkakapareho sa plastic, hindi makatwiran runner advanced gum malapit sa nozzle kamara. Ang layo mula sa huling-glue dahil sa hindi pare-pareho ang pag-urong, ang paghawak ng laki ng sitwasyon ng presyon ay magiging hindi pare-parehong paglihis. Sa bibig ng goma, ang laki ng diameter ay magiging sanhi ng laki ng paglihis.
Ang disenyo ng daluyan ng tubig ng magkaroon ng amag ay hindi makatwiran, sa cavity waterway layout ay dapat na pare-pareho ang paglamig. Kung hindi makatwiran, ang iba't ibang bahagi ng amag sa iba't ibang temperatura, na nagreresulta sa pag-urong, at sa gayon ay ang laki ng paglihis. Sa kabuuan, isang multi-cavity mold size deviation basic mold. Maliit na epekto ng proseso ng paghubog ng iniksyon. ang labas ay dapat na pare-parehong paglamig.
Sa kabuuan, isang multi-cavity mold size deviation basic mold. Maliit na epekto ng proseso ng paghubog ng iniksyon. Ayon sa laki ng produksyon kapasidad, istraktura ng produkto, upang matukoy ang naaangkop na bilang ng mga cavities, mas katumpakan molds, pagpoproseso ng kahirapan, mas mataas ang halaga ng amag lukab.
Gastos
Gayunpaman, ang presyo ng yunit ng mga bahagi na hinulma ng iniksyon ay bumaba nang malaki. Mga kadahilanan na nakakaapekto sa laki ng multi-cavity.
1,katumpakan gastos sa pagproseso ng amag. Tulad ng multi-cavity discharge, ang bawat silid ay isang discharge. ang proseso ng paglabas ay hindi mahusay na kinokontrol, paglihis ng laki ng lukab.
2,ang halaga ng pagpupulong ng injection mold. Dahil sa mga dahilan ng pagpupulong ay nagreresulta sa panloob na istraktura ng paglihis ng posisyon.
3,gastos sa disenyo ng amag. tulad ng kung ang disenyo ng daloy ng channel at makatwirang pagkakapareho sa plastic, hindi makatwirang runner advanced gum malapit sa nguso ng gripo kamara, ang layo mula sa huling-pandikit dahil hindi pare-pareho ang pag-urong, hawak na presyon ng sitwasyon laki ay din hindi pare-pareho paglihis.
Ang laki ng diameter ay magiging sanhi ng laki ng paglihis. Ang disenyo ng daluyan ng tubig ng magkaroon ng amag ay hindi makatwiran, sa cavity waterway layout ay dapat na pare-pareho ang paglamig. Kung hindi makatwiran, ang iba't ibang bahagi ng amag sa iba't ibang temperatura, na nagreresulta sa pag-urong, at sa gayon ay ang laki ng paglihis. Sa kabuuan, isang multi-cavity mold size deviation basic mold.