Çok Boşluklu Enjeksiyon Kalıp Yapımına Ne dersiniz?

Çok Boşluklu Enjeksiyon Kalıp Yapımına Ne dersiniz?
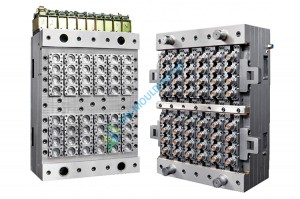
Çoklu boşluğun boyutunu etkileyen faktörler
1, Hassasiyetenjeksiyon kalıbıişleme. Boşluk deşarjı gibi, her oda bir deşarjdır. Boşaltma işlemi iyi kontrol edilmiyor, boşluk boyutu sapıyor.
2,enjeksiyon kalıbımontaj hassasiyeti. Montaj sebeplerinden dolayı iç yapıda pozisyon sapması meydana gelir.
3,Enjeksiyon kalıbıAkış kanalının tasarımı ve plastiğe makul bir tekdüzelik gibi tasarım faktörleri. Mantıksız koşucu, tutarsız büzülme nedeniyle sakızı meme haznesinin yakınına, son yapıştırıcıdan uzağa doğru ilerletti. Baskı durumu boyutunu tutmak da tutarsız sapmaya neden olacaktır. Kauçuk ağza çap boyutu, boyutun sapmasına neden olacaktır.
4, Kalıp su yolu tasarımı, boşluk su yolu döşemesinde mantıksızdır. Üretim kapasitesinin büyüklüğüne, ürün yapısına, uygun boşluk sayısını belirlemek için, daha hassas kalıplar, işleme zorluğu, kalıp boşluğunun maliyeti o kadar yüksek olur. Ancak enjeksiyonla kalıplanmış parçaların birim fiyatı önemli ölçüde düştü.
Çok Gözlü Enjeksiyon Kalıp İmalatı
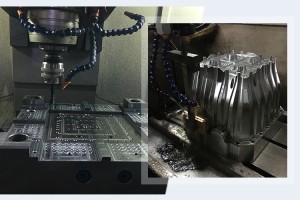
- hassas kalıp işleme.
Boşluklu boşaltma gibi, her bölme bir boşaltmadır, boşaltma işlemi iyi kontrol edilmez, boşluk boyutunda sapma olur.
- hassas kalıp montajı
Montaj nedeni nedeniyle iç yapıda konum sapması ortaya çıkar.
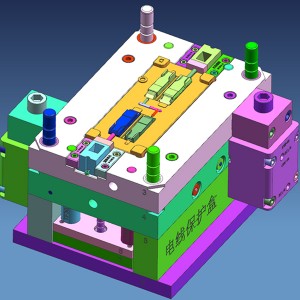
- kalıba dökmektasarımfaktörler,
Tasarım koşucusu, kapı, soğutma
Akış kanalının tasarımı ve plastik içine makul bir tekdüzelik olup olmadığı gibi, mantıksız yolluk, meme odasının yakınında sakızı ilerletmiştir. Tutarsız büzülme nedeniyle son yapıştırıcıdan uzak, tutma basıncı durum boyutunda da tutarsız sapma olacaktır. Kauçuk ağza çap boyutu, boyutun sapmasına neden olacaktır.
Kalıp su yolu tasarımı mantıksızdır; boşluk su yolu düzeninde düzgün bir soğutma olmalıdır. Mantıksızsa, kalıbın farklı parçaları farklı sıcaklıklarda büzülmeye ve dolayısıyla boyutta sapmalara neden olur. Sonuç olarak, çok boşluklu kalıp boyutu sapması olan temel kalıp. Enjeksiyon kalıplama işleminin çok az etkisi vardır. Düzgün soğutma olmalıdır.
Sonuç olarak, çok boşluklu kalıp boyutu sapması olan temel kalıp. Enjeksiyon kalıplama işleminin çok az etkisi. Üretim kapasitesinin büyüklüğüne, ürün yapısına, uygun boşluk sayısını belirlemek için, daha hassas kalıplar, işleme zorluğu, kalıp boşluğunun maliyeti o kadar yüksek olur.
Maliyet
Ancak enjeksiyonla kalıplanmış parçaların birim fiyatı önemli ölçüde düştü. Çoklu boşluğun boyutunu etkileyen faktörler.
1,hassas kalıp işleme maliyeti. Çok boşluklu boşaltma gibi, her bölme bir boşaltmadır. Boşaltma işlemi iyi kontrol edilmiyor, boşluk boyutu sapıyor.
2,enjeksiyon kalıbı montaj maliyeti. Montaj sebeplerinden dolayı iç yapıda pozisyon sapması meydana gelir.
3,kalıp tasarım maliyeti. Akış kanalının tasarımı ve plastik içine makul bir tekdüzelik olup olmadığı, makul olmayan yolluk, nozül haznesinin yakınında gelişmiş sakız, son yapıştırıcıdan uzakta, daralma tutarsız olduğu için, tutma basıncı durumu boyutu da tutarsız sapma olacaktır.
Çap boyutu sapmanın boyutuna neden olacaktır. Kalıp su yolu tasarımı mantıksızdır; boşluk su yolu düzeninde düzgün bir soğutma olmalıdır. Mantıksızsa, kalıbın farklı parçaları farklı sıcaklıklarda büzülmeye ve dolayısıyla boyutta sapmalara neden olur. Sonuç olarak, çok boşluklu kalıp boyutu sapması olan temel kalıp.