Форма для фітингів труб
Форма для фітингів труб
Країна експорту:
Південна Африка
Час завершення:
1 місяць
Тег: Форма для фітингів труб
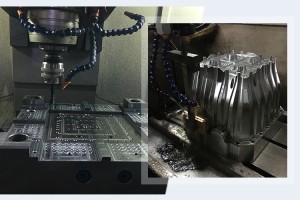
Виклик
Є 10 різних типів фурнітури, що використовують одну форму. Таким чином, ми повинні отримати 10 наборів різних вставок для інструменту. Проблема в тому, щоб вирішити систему охолодження і змінити вкладиші для прес-форми.
Якщо вам потрібно зняти форму та змінити вставки, це витратить багато часу.
Рішення
Ми розробляємо інструмент для заміни пластин просто на верстаті. Це допоможе заощадити багато часу та систему охолодження окремо для кожного набору вставок.
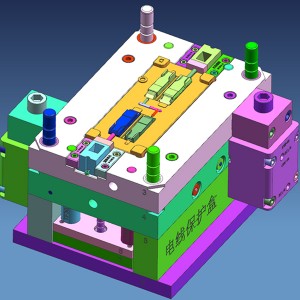
Поле застосування продукту
Проект в основному полягає в розробці форми для з’єднання труб, яка в основному застосовується для виробництва з’єднувачів водопровідних і каналізаційних труб.
Розповідь
Фітинги розроблені з 12 різними розмірами з’єднань, але замовник розробляє їх вперше. Багато продуктів знаходяться на стадії випробувань і пройшли переговори. Ми замінили серцевину повзунка та розробили чотири вироби різних розмірів з одним комплектом форм. Завдяки розробці чотирьох наборів прес-форм можна виготовити 16 виробів різного розміру методом лиття під тиском. Певною мірою це економить витрати на розробку форми клієнта.
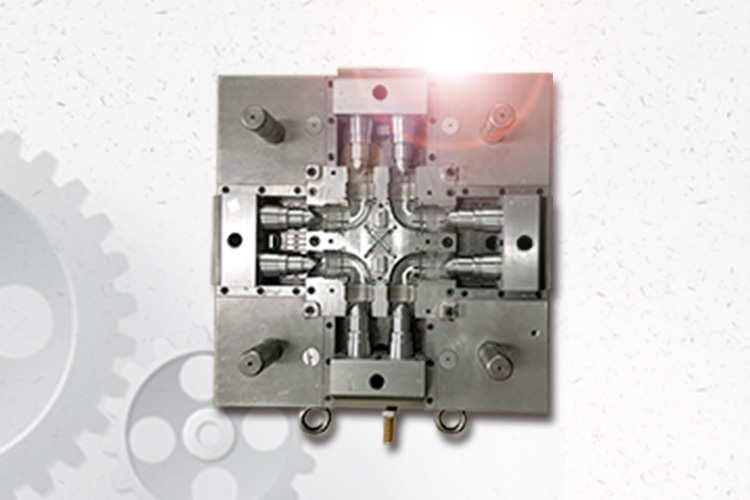
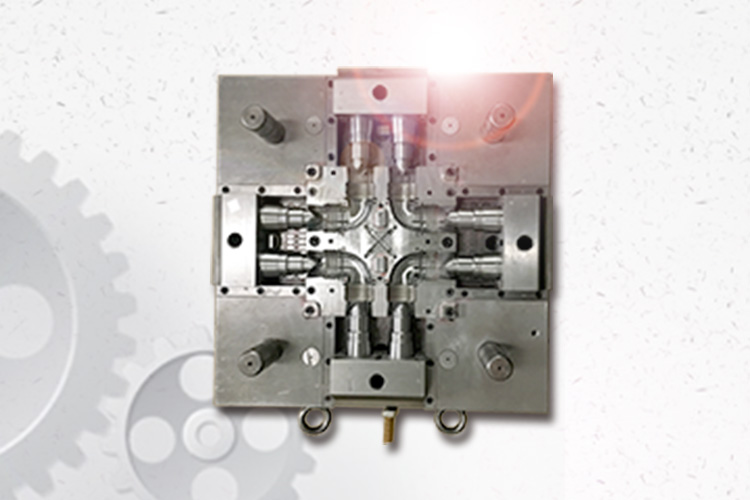
Основні виклики
Оскільки один набір прес-форм необхідний для виробництва чотирьох різних продуктів, хоча це певною мірою економить витрати на розробку для клієнтів, але водночас збільшує цикл розробки форми, що є великим викликом для відділу прес-форм з точки зору часу .
Існує багато повзунків для трубних фітингів, а положення з’єднання складне. Щоб забезпечити якість і термін служби матриці, ми використовуємо термічну обробку S136, яка не тільки збільшує термін служби матриці, але також забезпечує твердість і міцність серцевини матриці.
Оскільки різні трубні фітинги та з’єднання є різьбленнями різних британських розмірів, крім того, сам пластик буде стискатися та деформуватися, тому його потрібно враховувати дуже всебічно при контролі розміру кроку різьби. Особливо в процесі EDM необхідно враховувати вплив втрат мідного електрода на розміри.
Основна технологія
Аналіз прес-форм, чорнова обробка з ЧПК, термічна обробка, фінішна обробка, різання дроту, електроерозійна обробка, полірування, текстура.
Деталі форми:
Максимальний розмір матриці: 1000*1000*800 мм
Зона експорту: Південна Африка
Термін доставки: 55 днів
Кількість деталей: 16 шт
Кількість форм: 4 комплекти
Кількість оброблених слайдерів: 16 шт
Матеріал прес-форми: S136, NAK80, P20, 718, 45# тощо.
Матеріал частини: PPR
Керівник проекту: Кен Єо