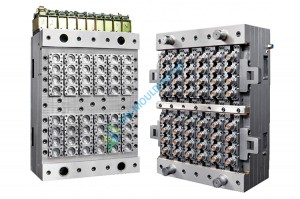
Ko'p kavitali qarshi qoliplari haqida nima deyish mumkin?

Ko'p kavitali qarshi qoliplari haqida nima deyish mumkin?
Ko'p bo'shliqning o'lchamiga ta'sir qiluvchi omillar
1, Aniqlikqarshi qolipiqayta ishlash. Bo'shliqning oqishi kabi, har bir kamera bir oqimdir. Chiqarish jarayoni yaxshi nazorat qilinmaydi, bo'shliq o'lchamining og'ishi.
2, Theqarshi qolipiyig'ish aniqligi. Yig'ilishning sabablari tufayli ichki tuzilish pozitsiyasi og'ishiga olib keladi.
3,Inyeksion qolipdizayn omillari, masalan, oqim kanalining dizayni va plastmassaga oqilona bir xillik. asossiz yuguruvchi ilg'or saqich, chunki qisqarishi mos kelmasligi uchun oxirgi-elim uzoqda, ko'krak palatasi yaqinida. Holding bosim holati hajmi ham mos kelmaydigan og'ish bo'ladi. Kauchuk og'ziga, diametri kattaligi og'ishning o'lchamiga sabab bo'ladi.
4, Qolib suv yo'lining dizayni asossiz, bo'shliqda suv yo'li yotqizilgan. Ishlab chiqarish quvvati hajmiga, mahsulot tuzilishiga ko'ra, tegishli bo'shliqlar sonini aniqlash uchun, aniqroq qoliplar, ishlov berish qiyinligi, qolib bo'shlig'ining narxi qanchalik yuqori bo'lsa. Biroq, inyeksion kalıplanmış qismlarning birlik narxi sezilarli darajada pasaydi.
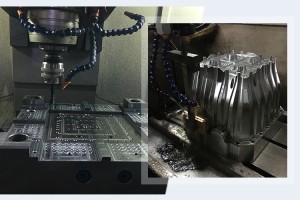
Ko'p bo'shliqli qarshi qoliplarini ishlab chiqarish
- nozik qolipga ishlov berish.
Bo'shliqning chiqishi kabi, har bir kamera bo'shatishdir, tushirish jarayoni yaxshi nazorat qilinmaydi, bo'shliq o'lchamining og'ishi.
- nozik qolip yig'ilishi
Yig'ishning sabablari tufayli ichki tuzilmada pozitsiyadan og'ish paydo bo'ladi.
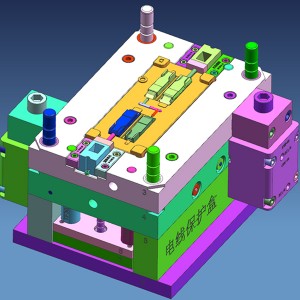
- mog'ordizaynomillar,
Dizayn yuguruvchi, darvoza, sovutish
Bunday plastik ichiga oqim kanali va oqilona bir xilda dizayn yo'qmi, ko'krak palatasi yaqinida asossiz yuguruvchi ilg'or saqich. Nisbatan qisqarishi tufayli oxirgi elimdan uzoqda, ushlab turish bosimi holati o'lchami ham mos kelmaydigan og'ish bo'ladi. Kauchuk og'ziga, diametri kattaligi og'ishning o'lchamiga sabab bo'ladi.
Qolib suv yo'lini loyihalash asossizdir, bo'shliqda suv yo'lining tartibi bir xil sovutish bo'lishi kerak. asossiz bo'lsa, turli haroratlarda mog'or turli qismlari, qisqarishi natijasida, va shunday og'ish hajmi. Umuman olganda, ko'p bo'shliqli qolib hajmi og'ish asosiy qolip. Inyeksion kalıplama jarayonining ozgina ta'siri.out bir xil sovutish bo'lishi kerak.
Umuman olganda, ko'p bo'shliqli qolib hajmi og'ish asosiy qolip. Inyeksion kalıplama jarayonining ozgina ta'siri. Ishlab chiqarish quvvati hajmiga, mahsulot tuzilishiga ko'ra, tegishli bo'shliqlar sonini aniqlash uchun, aniqroq qoliplar, ishlov berish qiyinligi, qolib bo'shlig'ining narxi qanchalik yuqori bo'lsa.
Narxi
Biroq, inyeksion kalıplanmış qismlarning birlik narxi sezilarli darajada pasaydi. Ko'p bo'shliqning o'lchamiga ta'sir qiluvchi omillar.
1,nozik qolipni qayta ishlash narxi. Ko'p bo'shliqli oqindi kabi, har bir kamera deşarjdir. tushirish jarayoni yaxshi nazorat qilinmaydi, bo'shliq hajmining og'ishi.
2,qarshi qoliplarini yig'ish narxi. Yig'ilishning sabablari tufayli ichki tuzilish pozitsiyasi og'ishiga olib keladi.
3,qolip dizayni narxi. kabi oqim kanali dizayni va oqilona bir xillik plastik ichiga, asossiz yuguruvchi ilg'or saqich ko'krak kamerasi yaqinida, uzoqda oxirgi-elim dan qisqarishi mos kelmaydigan, chunki ushlab bosim vaziyat hajmi ham mos kelmaydigan og'ish bo'ladi.
Diametri o'lchami og'ishning o'lchamiga sabab bo'ladi. Qolib suv yo'lini loyihalash asossizdir, bo'shliqda suv yo'lining tartibi bir xil sovutish bo'lishi kerak. asossiz bo'lsa, turli haroratlarda mog'or turli qismlari, qisqarishi natijasida, va shunday og'ish hajmi. Umuman olganda, ko'p bo'shliqli qolib hajmi og'ish asosiy qolip.